Введение
Насос для химических процессов Выбор насоса определяет, будет ли химический завод, фармацевтическое предприятие или нефтехимическое производство работать безопасно или столкнется с постоянными утечками, незапланированными остановками и проверками со стороны регулирующих органов. В отличие от промышленного насоса общего назначения, перекачивающего воду, насос химический технологический насос должны выдерживать воздействие агрессивных жидкостей - сильных кислот, едких растворов, летучих растворителей, высокотемпературных промежуточных продуктов - при полном сохранении этих жидкостей.
По данным многочисленных источников рыночных исследований, мировые расходы на химические насосы составляют от 40 до 55 миллиардов долларов США в год, при этом специализированный сегмент бессальниковых насосов, включающий магнитные приводы и двигатели в контейнерах, растет примерно на 8% в год по мере ужесточения контроля выбросов и замены старого механического герметичного оборудования (источники: MarketsandMarkets, Fortune Business Insights). Компания Changyu Pump потратила более двух десятилетий на разработку и внедрение этих насосов в химически агрессивных средах. Данное руководство представляет собой структурированный справочник по типам насосов, сгруппированных по принципу герметизации, совместимости материалов, пошаговой методике выбора, практике обслуживания и реальным эксплуатационным характеристикам. Свяжитесь с нами Для получения конкретных рекомендаций учитывайте параметры вашего процесса.
1. Что такое насос для химических процессов?
1.1 Определение ядра
A химический технологический насос это оборудование, специально созданное для перекачки химически агрессивных, токсичных, высокотемпературных или высокочистых жидкостей в производственных процессах химической, фармацевтической, нефтехимической и смежных отраслей промышленности. От водяного насоса общего назначения его отличает то, что каждый элемент его конструкции - материалы, уплотнения и гидравлика - подчинен двум основным требованиям: насос должен выдерживать перекачиваемую жидкость и полностью сохранять ее.
1.2 Три столпа инженерной мысли
Это двойное требование опирается на три инженерных столпа.
Материалы. Каждый смачиваемый компонент - корпус, крыльчатка, втулка вала, уплотнительные кольца, прокладки - должен выдерживать воздействие конкретного химического вещества при его рабочей температуре и концентрации. Материал, безупречно работающий в одном технологическом потоке, может катастрофически не выдержать в другом. Например, корпус из нержавеющей стали, работающий с серной кислотой 20% при температуре 40°C, может выйти из строя в течение нескольких недель, если эту же кислоту нагреть до 90°C, в то время как серная кислота 98%, относительно приемлемая для углеродистой стали при температуре окружающей среды, становится агрессивной для большинства сплавов при температуре выше 80°C.
Сдерживание. Насос должен надежно предотвращать попадание рабочей жидкости в атмосферу. Это достигается либо с помощью динамического механического уплотнения, либо с помощью бессальниковой (герметичной) конструкции, которая полностью исключает проникновение вала. Выбор между этими двумя принципами защиты является единственным наиболее важным решением при выборе химического насоса.
Гидравлика. Насос должен обеспечивать стабильный поток, несмотря на свойства жидкости - вязкость, давление паров, содержание твердых частиц, - которые часто меняются в зависимости от температуры или хода реакции. Уплотнения, стабильные по размерам в течение нескольких месяцев на холодном растворителе, могут выйти из строя через несколько дней, когда перекачиваемый поток содержит кристаллизующиеся мономеры, которые истирают поверхности уплотнений и засоряют промывочные отверстия.
2. Почему стоит доверять этому руководству?
Рекомендации, приведенные в этом руководстве, основаны на более чем двадцатилетнем опыте практической работы по проектированию всего спектра химический технологический насос Применение. Инженерам Changyu Pump приходилось сталкиваться с отказами, сокращающими срок службы насосов в химически агрессивных средах: рабочие колеса разрушаются под воздействием коррозии и абразивных частиц, поверхности уплотнений разрушаются под воздействием застывающих технологических жидкостей, а подшипниковые узлы загрязняются в результате утечки паров через недостаточное уплотнение. Каждый отказ представляет собой прямые эксплуатационные расходы для предприятия, и каждый из них лег в основу выбора материалов и конструкции наших текущих линеек продукции.
3. Как классифицируются насосы для химических процессов?
Насосы для химических процессов делятся на две основные категории по конструкции защитной оболочки: с динамическим уплотнением вала и со статической защитной оболочкой. Это единственное различие определяет объем технического обслуживания, уровень безопасности и соответствие нормативным требованиям. Возможность самовсасывания - это гидравлическая функция, доступная в категории центробежных насосов, а не отдельная категория насосов.
3.1 Центробежные насосы с динамическими уплотнениями
Обычный химический технологический насос Для передачи энергии жидкости используется вращающееся рабочее колесо. Вал проникает в корпус, а механическое уплотнение контролирует утечку в месте выхода вала. Смачиваемые компоненты выполнены из высоколегированных металлов или защищены фторполимерной футеровкой.
Эта конструкция является рабочей лошадкой в промышленности для перекачки сыпучих материалов, циркуляции и выполнения коммунальных функций. Он справляется с высокими потоками, умеренной вязкостью (обычно менее 500 сП) и - при правильном выборе материала - с сильными кислотами, щелочами и растворителями. Проникновение в вал - это неизбежный компромисс: механическое уплотнение - это прецизионный изнашивающийся компонент, который необходимо обслуживать и периодически заменять. Для неопасных сред этот компромисс экономически приемлем. Для токсичных, легковоспламеняющихся или дорогостоящих жидкостей бессальниковые конструкции, описанные ниже, полностью исключают этот путь риска.
Самовсасывающие центробежные насосы являются гидравлически специализированной подгруппой. Они могут удалять воздух из всасывающей линии и всасывать жидкость вверх без ручной заливки, что делает их практичными для разгрузки цистерн, слива в отстойники и хранения под уровнем земли. При работе с химическими веществами они обычно имеют фторопластовую облицовку. Самовсасывающий насос, установленный над отстойником, устраняет необходимость в донных клапанах, системе вакуумной заливки или погружной конфигурации в агрессивных средах, что упрощает установку и обслуживание.
3.2 Бессальниковые насосы со статической емкостью
Без моря химический технологический насос полностью исключает динамическое проникновение в вал, обеспечивая нулевую утечку за счет конструкции. Этот результат достигается благодаря трем технологиям.
Насосы с магнитным приводом передача крутящего момента от стандартного двигателя к рабочему колесу через неподвижный изолирующий кожух с помощью магнитная муфта. Современные дизайны включают в себя двойная защитная оболочкаВнутренняя оболочка обеспечивает первичное уплотнение, а внешняя оболочка выступает в качестве вторичного барьера с промежуточной камерой, которая может быть подключена к системе контроля и сигнализации утечек. Поскольку двигатель остается стандартным промышленным электродвигателем, для обслуживания приводной части не требуется специализированный персонал.
Консервированные мотопомпы (КМП) ротор двигателя устанавливается непосредственно на вал насоса в герметичном пространстве под давлением. Статор изолирован от технологической жидкости тонким коррозионностойким корпусом, как правило, из сплава Hastelloy C-276. Определяющим преимуществом КМП является их двойной барьер безопасности Конструкция: даже если внутренняя емкость разорвется, внешний корпус насоса обеспечит второй независимый защитный слой. Это делает насосы CMP предпочтительным выбором для систем с высоким давлением (примерно до 42 МПа) и для работы с чрезвычайно токсичными, ценными или экологически опасными жидкостями, где резервная защита является нормативным требованием или требованием на уровне объекта.
Мембранные насосы изолируют жидкость за гибкой мембраной. Благодаря отсутствию вращающегося вала, проникающего через границу давления, они устойчивы к абразивным твердым частицам, сухому ходу и высокой вязкости, что делает их практичным выбором для агрессивных химических растворов и дозирования.
3.3 Краткое описание типов насосов для химических процессов
| Категория насосов | Принцип сдерживания | Лучшая вязкость | Типичный пример использования |
|---|---|---|---|
| Обычные центробежные (с подкладкой или из сплава) | Механическое уплотнение | < 500 сП | Передача сыпучих материалов, циркуляция |
| Самовсасывающий центробежный | Механическое уплотнение | < 500 сП | Перенос коррозии ниже уровня пола |
| Магнитный привод | Двойной защитный кожух; стандартный двигатель | < 500 сП | Опасные, токсичные, ценные носители информации |
| Консервированный двигатель | Двойной барьер безопасности; встроенный двигатель | < 500 сП | Чрезвычайная токсичность, высокое давление, требуется двойная изоляция |
| Мембрана | Рециркулирующая мембрана | > 10 000 сП | Абразивные, высоковязкие, устойчивые к сухому ходу |

4. Химически стойкие материалы и технологии герметизации
Выбор материала определяет, будет ли химический технологический насос работает годами или выходит из строя в течение нескольких недель. Каждый смачиваемый компонент - корпус, рабочее колесо, втулка вала, уплотнительные кольца, уплотнительные поверхности - должен выдерживать воздействие конкретного химического вещества при фактической рабочей температуре. Правильный инженерный подход заключается в подборе материала в соответствии с химическим составом среды, а не в выборе конкретного сплава и решении проблемы отказов задним числом.
4.1 Металлические материалы
316L нержавеющая сталь, Несмотря на широкую доступность, он имеет хорошо задокументированные пределы: соляная кислота любой концентрации быстро разрушает его, а серная кислота выше примерно 15% приводит к постепенному выходу из строя. Он подходит для слабых химикатов и технической воды, но не для работы с химическими веществами без проверки.
Дуплексные нержавеющие стали такие как 2205 и CD4MCu, обеспечивают значительно лучшую стойкость к хлоридному питтингу и растрескиванию под напряжением, а также умеренную стойкость к истиранию (280-350 BHN). Дуплексная нержавеющая сталь Предпочтительно, если среда является одновременно кислой и абразивной - кислый шахтный дренаж, рафинат экстракции растворителями, технологические рассолы при температуре до примерно 110°C.
Хастеллой C-276-сплав на основе никеля, содержащий молибден и вольфрам, - обеспечивает самую высокую коррозионную стойкость металла, особенно в горячих кислотах и окислительных средах, при соответственно более высокой стоимости материала.
4.2 Фторполимеры
PTFE химически инертен практически ко всем промышленным химикатам до температуры около 120°C. PFA инертность увеличивается примерно до 160°C, что позволяет проводить процессы горячего кислотного переноса и высокотемпературной кристаллизации. FEP обеспечивает широкую химическую стойкость и хорошую технологичность для футерованных насосов, работающих в диапазоне от -80°C до 120°C. UHMW-PE Обеспечивает исключительную ударную вязкость при умеренных температурах (до 90°C), поглощая энергию удара частиц в абразивно-коррозионных суспензиях.
Критическим ограничением фторполимеров является их проницаемость к мелкомолекулярным газам и жидкостям. При перекачивании высокопроницаемых сред, таких как HCl, Cl₂, Br₂ или мелкомолекулярные фториды при повышенных температурах, технологическая жидкость постепенно проникает через футеровку и достигает границы со стальной обсадной колонной. Это вызывает коррозию стальной оболочки с обратной стороны, что в конечном итоге приводит к разрушению или отслоению футеровки - разрушение, которое невозможно обнаружить при внешнем осмотре. Меры противодействия включают: указание минимальной толщины футеровки 15-20 мм для высокопроницаемых сред, выбор ПФА вместо ПТФЭ (ПФА обладает меньшей газопроницаемостью из-за более плотной молекулярной структуры) и использование процессов формования смолы, которые позволяют получить более компактную матрицу футеровки. На практике для стандартного переноса кислот и щелочей при температуре ниже 120°C достаточно PTFE или FEP толщиной 8-12 мм. Для мелкомолекулярных проникающих сред при повышенных температурах PFA с минимальной толщиной 15-20 мм является проверенным средством защиты от коррозии задней стенки.
4.3 Системы герметизации
Одинарные механические уплотнения экономически эффективны для неопасных жидкостей, где допускается незначительная утечка. Двойные механические уплотнения с барьерной жидкостью под более высоким давлением, чем технологическая жидкость, обеспечивают утечку внутрь (барьер в процесс) - стандартная конфигурация для опасных сред, требующих работы без выбросов. Магнитный привод и консервированный двигатель Конструкции полностью исключают механическое уплотнение, передавая крутящий момент через неподвижную защитную стенку. Для высокотоксичных, легковоспламеняющихся или дорогостоящих химических веществ выбирают бессальниковые насосы или двойные механические уплотнения с правильно спроектированными системами барьерной жидкости. Бессальниковые насосы обеспечивают нулевую утечку без необходимости использования системы поддержки уплотнений, в то время как двойные уплотнения обеспечивают тот же контроль выбросов с преимуществом более широкого допуска твердых частиц и температуры при правильном выборе. Для жидкостей с плохой смазывающей способностью - гидроксида натрия, серной кислоты, полимеризующихся жидкостей - правильная конструкция системы поддержки уплотнений предотвращает повреждение твердыми частицами и кристаллизующимися химическими веществами.
4.4 Руководство по выбору материалов
Выберите материалы, ответив на три вопроса по порядку: (1) Каков основной коррозионный агент и его концентрация? (2) Какова максимальная рабочая температура, включая перепады в процессе? (3) Содержит ли поток абразивные твердые частицы?
Для сильных минеральных кислот (HCl, H₂SO₄, HNO₃) без абразивов: насос с фторопластовой футеровкой из PTFE или PFA, толщина футеровки зависит от риска просачивания и температуры. Для смешанных кислотно-абразивных сред (фосфорная кислота с кристаллами гипса, кислый шахтный дренаж): Футеровка из сверхвысокомолекулярного полиэтилена или дуплексной нержавеющей стали в зависимости от pH и температуры. Для высокотемпературной коррозии при температуре выше 120°C: PFA-футеровка или конструкция из Hastelloy C-276. Для токсичных или высокоценных потоков: бессальниковый насос с магнитным приводом или с консервированным двигателем, со смачиваемым контуром из фторопласта или сплава Hastelloy.
| Материал | Прочность | Ограничение | Типичное использование |
|---|---|---|---|
| 316L | Низкая стоимость, широкая доступность | Не работает в HCl, горячей H₂SO₄. | Слабые химикаты, техническая вода - не выбор по умолчанию |
| Дуплекс SS (2205) | Устойчивость к хлоридному питтингу | Предел 110°C | Кислотные шахтные воды, технологический рассол |
| Хастеллой C-276 | Широкая устойчивость к горячим кислотам | Высокая стоимость материалов | Горячие кислоты, окислители |
| Фторопластовая подкладка | Почти повсеместное сопротивление | ~120°C, газопроницаемость, умеренная стойкость к истиранию | Сильные кислоты, растворители |
| Футеровка из ПФА | Стойкость PTFE до ~160°C, меньшая проницаемость | Более высокая стоимость по сравнению с ПТФЭ | Горячие кислоты, проникающие среды при повышенных температурах |
| Подкладка из FEP | Широкая стойкость, хорошая технологичность | Предел 120°C | Общий перенос кислот/щелочей |
| Подкладка из UHMW-PE | Ударная вязкость | Предел 90°C | Фосфорная кислота, абразивно-коррозионные суспензии |
5. Как работают насосы для химических процессов?
A химический технологический насос перемещает жидкость, либо добавляя кинетическую энергию (центробежный принцип), либо захватывая и вытесняя фиксированный объем (принцип положительного смещения).
В центробежном насосе рабочее колесо разгоняет жидкость в радиальном направлении, а корпус воронки преобразует эту скорость в давление - напор. Этот механизм, основанный на центробежная сила, Он подходит для перекачки большого количества жидкости с низкой и умеренной вязкостью. Центробежные насосы никогда не достигают эффективности 100%: энергия теряется через потери на трение в спирали (сдвиг жидкости относительно стенок обсадной колонны), вихревые потери (турбулентная рециркуляция на выходе из рабочего колеса), и внутренняя рециркуляция (утечка со стороны нагнетания высокого давления обратно на сторону всасывания низкого давления через зазоры в изношенных кольцах). При работе с химическими веществами коррозия постепенно увеличивает зазоры износных колец - увеличение на 0,5-1,0 мм в течение первых шести месяцев эксплуатации может примерно удвоить внутренние рециркуляционные потери с 2-3% до 5-7% от общего расхода. Кроме того, по мере шероховатости поверхностей крыльчатки и спирали от химического воздействия увеличиваются коэффициенты трения, что снижает гидравлическую эффективность примерно на 1-3% в год в зависимости от агрессивности среды.
Эффективность снижается с ростом вязкости; при температуре выше примерно 500 сП вязкое сопротивление на рабочем колесе снижает расход и напор до такой степени, что конструкции с положительным вытеснением становятся экономически рациональным выбором.
Критическим параметром надежности центробежного насоса является Чистый положительный напор всасывания (NPSH) . Имеющийся в системе NPSH должен превышать требуемый NPSH насоса на достаточную величину (стандартная методика расчета приведена в ANSI/HI 9.6.7). В противном случае возникает кавитация: на входе в рабочее колесо образуются пузырьки пара, которые при перемещении в зоны с более высоким давлением разрушаются, вызывая шум, вибрацию и образование точечных дефектов. Для жидкостей, работающих вблизи точки кипения, при расчете NPSHA необходимо учитывать давление пара, зависящее от температуры. Повышение температуры на 10°C может снизить NPSHA примерно на 2,5 метра для жидкостей, похожих на воду. Для летучих органических растворителей с высоким давлением пара такое же повышение температуры на 10°C может снизить NPSHA на 5-8 метров, поэтому мониторинг температуры и перерасчет NPSH при максимально возможной рабочей температуре являются абсолютным требованием.
Насосы объемного типа - мембранные, с поступательным движением - работают по принципиально иному принципу: они захватывают фиксированный объем и механически вытесняют его в сторону нагнетания. Скорость потока становится прямо пропорциональной скорости насоса и практически не зависит от давления нагнетания. Для высоковязких полимеров, кристаллизующихся растворов и продуктов, чувствительных к сдвигу, объемные насосы сохраняют эффективность в гораздо более широком диапазоне вязкости. Для жидкостей, демонстрирующих неньютоновская жидкость В случае, когда вязкость изменяется в зависимости от скорости сдвига, необходимо провести реологическую характеристику перед выбором любого типа насоса.
6. Как правильно выбрать насос для химических процессов
Химический завод, который выбирает насосы только по цене, в конечном итоге расплачивается за это заменой уплотнений, внеплановыми остановками или штрафами за ограничение выбросов. Эти шесть шагов превращают принятие решения в структурированную инженерную оценку.

Шаг 1: Охарактеризуйте среду
Задокументируйте химический состав жидкости, ее концентрацию, pH, температуру, включая любые отклонения от нормы, вязкость, удельный вес, давление паров и содержание твердых частиц - размер, концентрацию, твердость. Фраза “это всего лишь разбавленная серная кислота” сопровождается коррозией корпуса насоса чаще, чем большинство инженеров хотят вспомнить.
Шаг 2: Определите скорость потока и общий динамический напор
Рассчитайте требуемый расход и общий динамический напор (TDH) - статический подъем плюс потери на трение по всему трубопроводу плюс давление в месте назначения. Для вязких жидкостей применяйте поправочные коэффициенты Института гидравлики по вязкости согласно ANSI/HI 9.6.7; напор и расход центробежного насоса снижаются с увеличением вязкости, а потребность в электроэнергии возрастает.
Шаг 3: Проверка предельного значения NPSH
Для центробежных насосов убедитесь, что NPSHA (имеющийся) превышает NPSHR (требуемый) не менее чем на один метр. Для жидкостей в пределах 20°C от точки кипения пересчитайте NPSHA, используя давление паров при максимальной ожидаемой рабочей температуре, а не при номинальной температуре процесса. Для летучих органических растворителей снижение NPSHA на градус повышения температуры может быть в два-три раза больше, чем для воды.
Шаг 4: Оцените требования к содержанию
Классифицируйте жидкость по последствиям: неопасная, регулируемая или остротоксичная/воспламеняющаяся. Категория защитной оболочки напрямую определяет выбор уплотнения или бессальникового привода.
Шаг 5: Подберите тип насоса, материалы и пределы конструкции
Выберите категорию насоса - обычный центробежный, самовсасывающий центробежный, с магнитным приводом, с консервированным двигателем или с электрической диафрагмой - и схему материала в зависимости от характеристик жидкости, требований к герметичности и гидравлической нагрузки. Убедитесь, что все смачиваемые компоненты совместимы с технологической жидкостью при всех ожидаемых рабочих температурах.
Применяйте соответствующие поправки при проектировании для химических процессов: общий динамический напор должен включать коэффициент безопасности 10-15%, превышающий расчетный напор системы, чтобы учесть загрязнение труб и изменения в процессе; мощность двигателя должна в 1,1-1,2 раза превышать поглощаемую мощность насоса при максимальном рабочем ходе, чтобы учесть колебания вязкости и снижение эффективности, вызванное износом. Недостаточно мощный двигатель, срабатывающий при перегрузке во время нарушения технологического процесса, может стоить так же дорого, как и ошибка в совместимости материалов.
Шаг 6: Оцените общую стоимость владения
Цена покупки химический технологический насос обычно составляет 15-25% от стоимости всего срока службы. На энергию приходится 40-60%, а замена уплотнений, расход промывочной воды, трудозатраты на обслуживание и время простоя производства составляют ощутимую долю. Для механически герметичного насоса, работающего с опасными химическими веществами, совокупные затраты только на замену уплотнений могут достигать 20 000-60 000 долларов США в течение пяти лет, что намного превышает первоначальную стоимость насоса. Бессальниковый насос, имеющий более высокую первоначальную стоимость, но не требующий обслуживания уплотнений, не потребляющий промывочной воды и не контролирующий выбросы, может иметь срок службы в два раза меньше, чем механически герметичный аналог. Для точного сравнения оценивайте совокупную стоимость владения в течение трех-пяти лет.
7. Основные области применения насосов для химических процессов
- Химическая и нефтехимическая промышленность: Перекачка сыпучих кислот и щелочей, циркуляция растворителей, подача и выгрузка реакторов. С кислотами низкой и средней вязкости эффективно справляются центробежные насосы, а с вязкими или кристаллизующимися средами - насосы с принудительным вытеснением.
- Фармацевтика и тонкая химия: Передача высокочистых растворителей, обработка промежуточных продуктов API и стерильные технологические процессы требуют бессальниковых конструкций (магнитный привод или двигатель с консервной банкой) для устранения риска загрязнения в результате утечки уплотнения.
- Травление стали и отделка металла: Циркуляция соляной и серной кислоты через травильные ванны. Из-за агрессивных концентраций и температур кислоты требуются насосы с неметаллической или фторопластовой футеровкой.
- Очистка воды и сточных вод: Дозирование коагулянтов, флокулянтов, химикатов для регулировки рН и дезинфицирующих средств. Мембранные дозирующие насосы обеспечивают точность и коррозионную стойкость, необходимые для надежного дозирования химических веществ.
- Производство электроники и полупроводников: Для подачи сверхчистых химикатов требуются насосы, изготовленные из высокочистых фторполимеров (PFA, PTFE) с нулевым уровнем металлических загрязнений. Центробежные конструкции с магнитным приводом являются стандартными для этого сектора.
- Пищевая и фармацевтическая промышленность: Гигиеническая перекачка химикатов, циркуляция химикатов CIP и дозирование ингредиентов требуют насосов с санитарными характеристиками и коррозионностойкими материалами, совместимыми с чистящими химикатами.
8. Обслуживание насосов для химических процессов
Необходимое условие безопасности. Перед выполнением любых операций по техническому обслуживанию химический технологический насос, Насос необходимо изолировать, слить всю рабочую жидкость и тщательно промыть совместимым чистящим средством. Перед отсоединением любого компонента убедитесь в отсутствии остаточного химического вещества с помощью pH-теста или газоанализатора. На протяжении всего процесса необходимо использовать средства индивидуальной защиты, соответствующие технологической жидкости.
Структурированная программа технического обслуживания направлена на устранение механизмов деградации, характерных для химической эксплуатации: износ торцов уплотнений из-за кристаллизации среды, коррозия из-за неправильного выбора материала и повреждение подшипников из-за утечки паров.
| Интервал | Задача по обслуживанию |
|---|---|
| Ежедневно | Контролируйте ток двигателя (или температуру магнитной муфты для насосов с магнитным приводом), проверяйте наличие необычной вибрации или шума, проверяйте расход и давление промывки уплотнений |
| Еженедельник | Проверьте температуру подшипников и состояние смазки, сверьте давление нагнетания с базовым уровнем |
| Ежемесячно | Измерьте зазор между крыльчаткой и корпусом, проверьте уплотнения на наличие видимых утечек, проверьте уплотнительные кольца и прокладки на наличие химического воздействия |
| Ежеквартально | Полный осмотр мокрой части, замена смазки подшипника, проверка целостности уплотнения |
| Ежегодно | Полная разборка, измерение и замена всех изнашиваемых компонентов, проверка целостности материала корпуса и рабочего колеса |
Критические предупреждающие знаки:
- Постепенное снижение расхода или давления → износ рабочего колеса, коррозия корпуса или чрезмерные внутренние зазоры
- Внезапная вибрация или шум → кавитация (недостаточный NPSH), скопление твердых частиц на рабочем колесе или износ подшипников
- Видимая утечка через уплотнение → повреждение поверхности уплотнения в результате химического воздействия, кристаллизации или термического напряжения
- Повышение тока двигателя → увеличение вязкости сверх расчетных пределов, внутреннее трение или разрушение подшипника
- Невозможность заправки (самовсасывающие конструкции) → недостаточное начальное заполнение, засорение всасывающего сетчатого фильтра, изношенные зазоры рабочего колеса или негерметичность обратного клапана, допускающего обратный слив во время простоя
- Повышение температуры магнитной муфты (насосы с магнитным приводом) → сухой ход, скопление твердых частиц или отсоединение
В бессальниковых насосах состояние подшипников невозможно визуально проверить без разборки; основным инструментом для обнаружения износа на ранних стадиях является вибрационный тренд.
9. Насос Changyu Pump Решения для химических процессов
Changyu Pump предлагает ассортимент химические технологические насосы Они включают в себя центробежные, магнитные, мембранные и самовсасывающие конфигурации, а также варианты материалов - от сплавов нержавеющей стали до современных фторполимерных футеровок. Каждая серия занимает определенное место в ландшафте химических процессов: CYF охватывает самую широкую рабочую зону среди всех одноступенчатых центробежных платформ; CYQ обеспечивает герметичность для опасных и дорогостоящих потоков; CYA служит для общей передачи процессов и коммунальных услуг благодаря непревзойденной универсальности материалов; BFD работает с агрессивными жидкостями, когда инфраструктура сжатого воздуха недоступна или нерентабельна; FZB упрощает перекачку коррозионных веществ в поддон и под землю благодаря возможности самовсасывания. Руководство по выбору, приведенное в конце этого раздела, определяет идеальное применение каждой серии.
9.1 Центробежный насос из фторопласта серии CYF

Серия CYF представляет собой одноступенчатый центробежный насос с FEP, PFA или PTFE футеровка, обеспечивающая широкую коррозионную стойкость в широком рабочем диапазоне. Они перекачивают агрессивные кислоты, щелочи и растворители с расходом до 2 600 м³/ч и напором до 130 м, а агрегаты с PFA-футеровкой рассчитаны на непрерывную работу при температуре от -20°C до 180°C. На предприятиях с несколькими коррозионными потоками одна платформа CYF может обслуживать несколько технологических участков без проблем с совместимостью материалов, которые сопровождают насосы из сплавов.
Основные характеристики: Расход 1,6-2,600 м³/ч | Напор 5-130 м | Мощность 1,5-110 кВт | Скорость 1,450-2,900 об/мин | Температура -20°C до 180°C
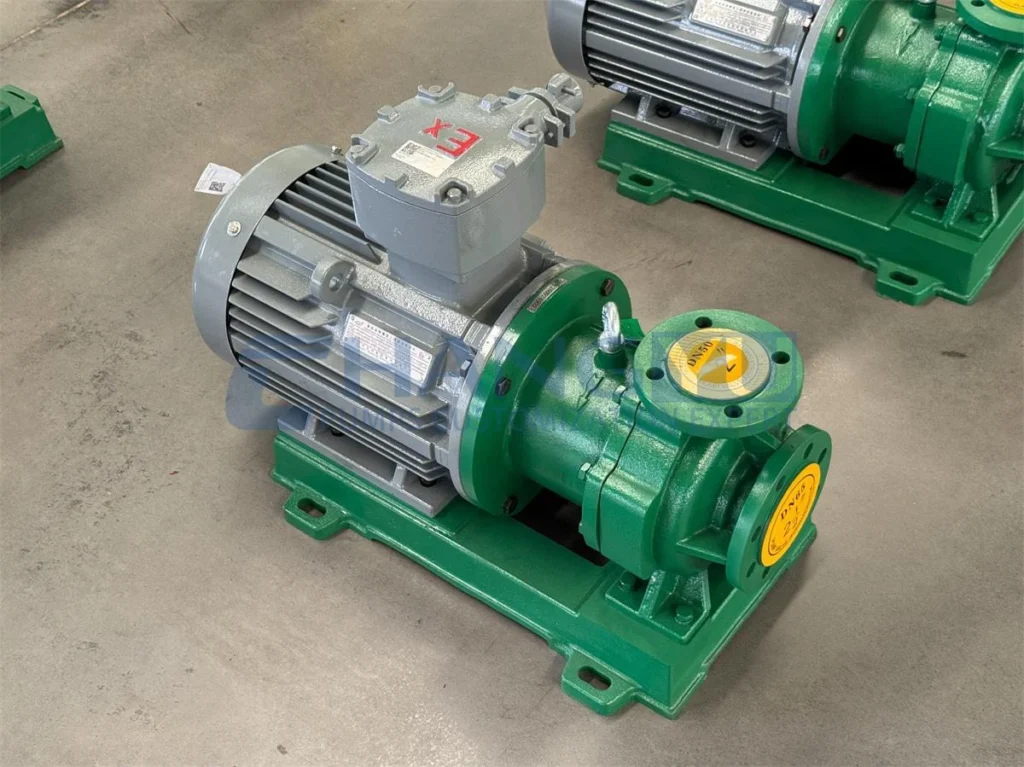
9.2 Насос для химических процессов серии CYQ с магнитным приводом

Серия CYQ представляет собой бессальниковый насос с магнитным приводом с FEP, PFA или PTFE Футеровка. Крутящий момент передается через статическую изолирующую втулку, рассчитанную на давление 1,6 МПа, что позволяет отказаться от механического уплотнения и добиться нулевой утечки. Ротор с магнитом NdFeB (35-45 MGOe) сочетается со стандартным двигателем, что упрощает обслуживание приводной части. При работе с опасными, токсичными или дорогостоящими химическими веществами, где даже незначительная утечка уплотнения может привести к инциденту или нарушению нормативных требований, серия CYQ обеспечивает абсолютную герметичность, необходимую для работы в соответствии с нормативными требованиями.
Основные характеристики: Расход 3-800 м³/ч | Напор 15-125 м | Мощность 2,2-110 кВт | Скорость 2 950 об/мин | Температура -20°C - 180°C
9.3 Горизонтальный одноступенчатый центробежный насос серии CYA

Серия CYA - это горизонтальный центробежный насос с торцевым всасыванием для чистых жидкостей и жидкостей, по своим свойствам схожих с водой. Его отличительной особенностью является широкая доступность материалов.Чугун HT250, ковкий чугун QT450, литая сталь ZG35, SS304/316/316L, дуплекс 2205, супердуплекс 2507, C83600 и C95200-позволяет точно подобрать материал для общего процесса передачи, циркуляции охлаждающей воды и коммунальных нужд. В тех случаях, когда химический состав среды четко определен, а металлический материал обеспечивает проверенную совместимость, серия CYA представляет собой экономически эффективное, ремонтопригодное решение с прогнозируемым наличием запасных частей.
Основные характеристики: Расход 4,5-1 670 м³/ч | Напор 5-100 м | Мощность 0,55-315 кВт | Скорость 968-3 450 об/мин | Температура -15°C - 120°C
9.4 Электрический мембранный насос серии BFD

Серия BFD представляет собой приводимый в действие двигателем электрический мембранный насос обеспечивает стабильный поток без использования инфраструктуры сжатого воздуха, необходимой для пневматических альтернатив. Он работает с коррозионными, абразивными, высоковязкими и летучими жидкостями. Материалы корпуса охватывают литая сталь, ковкий чугун, алюминиевый сплав, полипропилен, нержавеющая сталь и PVDF, обеспечивая химическую совместимость в широком диапазоне применения. На объектах, где нет систем сжатого воздуха или где производство сжатого воздуха будет доминировать в эксплуатационном бюджете, серия BFD обеспечивает обработку твердых частиц мембранным насосом и совместимость с химическими веществами без потерь энергии, связанных с пневматическим приводом.
Основные характеристики: Расход до 480 л/мин | Напор до 84 м | Мощность 0,75-45 кВт | Температура -20°C до 120°C
9.5 Самовсасывающий насос из фторопласта серии FZB

Серия FZB - это коррозионностойкий самовсасывающий центробежный насос с FEP или PFA Подкладка. Он обеспечивает самовсасывающий напор до 5 м и требует только первоначального заполнения перед первым использованием. Внешнее сильфонное механическое уплотнение - доступно в Хастеллой C-276, нержавеющая сталь 316L или PTFE Сильфонные конфигурации противостоят химическому воздействию и термическим нагрузкам. Для работы с агрессивными средами на глубине всасывания менее 1,5 м насосы серии FZB предлагают практичную альтернативу погружным насосам: более низкая первоначальная стоимость, легкий доступ для обслуживания и более длительный срок службы в химически агрессивных средах, где погруженное в жидкость электрооборудование представляет собой дополнительную угрозу безопасности.
Основные характеристики: Расход 2,5-100 м³/ч | Напор 15-50 м | Мощность 0,75-55 кВт | Скорость 968-3,450 об/мин | Температура -20°C - 150°C
9.6 Краткий справочник по выбору насосов для химических процессов
| Серия насосов | Тип | Лучшее приложение | Диапазон температур | Ключевые материалы |
|---|---|---|---|---|
| CYF | Центробежный с фторопластовой облицовкой | Коррозионные кислоты, щелочи, растворители - широкий рабочий диапазон | от -20°C до 180°C | FEP, PFA, PTFE |
| CYQ | Магнитный привод (бессальниковый) | Герметичное удержание опасных, токсичных или дорогостоящих химических веществ с нулевой утечкой | от -20°C до 180°C | FEP, PFA, PTFE |
| CYA | Металлический центробежный | Общая передача технологических жидкостей, чистые жидкости, коммунальные нагрузки | –15°C до 120°C | SS304–2507, чугун, бронза |
| BFD | Электрическая диафрагма | Коррозионные, абразивные, высоковязкие и летучие жидкости | –20°C до 120°C | Литая сталь, SS, PP, PVDF |
| FZB | Фторопластовый самовсасывающий | Подземная перекачка коррозионных жидкостей — разгрузка автоцистерн, осушение приямков | –20°C до 150°C | FEP (F46), PFA |
Обеспечение качества для химических технологических насосов
Каждый химический технологический насос от Changyu Pump проходит структурированную программу обеспечения качества перед отгрузкой: спектральный анализ проверяет элементный состав всех фторопластовых смол и металлических сплавов с полной прослеживаемостью партий до заводских сертификатов; внутрипроизводственный контроль измеряет геометрию рабочего колеса, внутренние профили корпуса, толщину футеровки и целостность соединения, прямолинейность вала и динамическую балансировку на каждом критическом этапе производства, при этом ультразвуковой контроль подтверждает равномерное покрытие фторопластовой футеровкой; каждый собранный насос проходит гидравлические испытания производительности в нескольких рабочих точках с проверкой расхода, напора, мощности и КПД по опубликованным кривым; а финальный сборочный аудит подтверждает момент затяжки болтов, герметичность уплотнений, предварительный натяг подшипников и свободное вращение, при этом механические уплотнения проходят гидростатические испытания, а насосы с магнитным приводом проверяются на целостность муфты перед отгрузкой.



Пример из практики: Устранение выбросов на заводе тонкого химического синтеза
Проблема. Производитель тонкой химической продукции в провинции Чжэцзян, Китай, фиксировал повторяющиеся отказы механических уплотнений на двух консольных центробежных насосах (исходная спецификация: корпус из SS316L, одинарное картриджное механическое уплотнение карбид кремния-уголь, 50 м³/ч при напоре 40 м) при работе с толуольным фармацевтическим полупродуктом при 85°C. Поток толуола содержал растворенные полимерные остатки в концентрации примерно 15–25 ppm, которые кристаллизовались на поверхностях уплотнения в периоды простоя. Механические уплотнения давали течь в среднем каждые 4,2 месяца, выбрасывая соединения бензола, толуола и ксилола (БТК) в атмосферу рабочей зоны в количестве примерно 120–180 кг/год. Каждая замена уплотнения обходилась примерно в 4500 долларов США за детали и работу, плюс дополнительные 1500 долларов США за потери производства в каждом случае — в общей сложности около 18 000 долларов США на насос в год. Специалист по охране окружающей среды предприятия документировал каждый инцидент, и площадка рисковала превысить свои годовые лимиты на выбросы ЛОС.

Анализ. Инженеры Changyu Pump выявили два способствующих механизма отказа. Во-первых, низкая смазывающая способность толуола препятствовала образованию стабильной гидродинамической смазочной пленки между вращающейся и неподвижной поверхностями уплотнения, что приводило к износу при граничной смазке во время каждого пуска. Во-вторых, растворенные полимерные остатки в концентрации 15–25 ppm кристаллизовались на неподвижной поверхности уплотнения при охлаждении во время простоя, создавая абразивные отложения, которые препятствовали правильному закрытию поверхностей и ускоряли износ при повторном запуске.
Принятые меры. Оба насоса были заменены на химические технологические насосы с магнитным приводом серии CYQ с проточными частями, футерованными PFA, двойной изолирующей оболочкой и внутренними подшипниками из ПТФЭ, армированного углеродным волокном. Конструкция с магнитным приводом полностью исключила путь механического уплотнения, устранив оба режима отказа — низкую смазывающую способность и кристаллизацию полимера — одним инженерным изменением. Двойная оболочка была подключена к системе обнаружения утечек по падению давления для удовлетворения требований экологического менеджмента площадки.
Измеренный результат через 30 месяцев.
- Нулевое количество вмешательств по обслуживанию уплотнений за 30-месячный период оценки
- Годовые эксплуатационные расходы на насос снизились с примерно 18 000 долларов США до 7 200 долларов США (снижение на 60%), обусловленное устранением замен уплотнений и сокращением перерывов в производстве
- Выбросы ЛОС в рабочей зоне устранены в месте расположения насоса — мониторинг зоны показал содержание бензола ниже 0,1 ppm (предел обнаружения) по сравнению с пиковыми показателями 3–5 ppm до модернизации
- Незапланированные простои, связанные с насосом, сокращены до ноль часов; доступность производства улучшилась примерно на 1,2%
Впоследствии завод распространил спецификацию на магнитный привод на семь дополнительных насосов, работающих с аналогичными органическими полупродуктами.
12. Часто задаваемые вопросы
В1: Как узнать, следует ли выбирать насос с механическим уплотнением или без уплотнения?
О: Решение зависит от последствий утечки уплотнения. Для неопасных химических веществ, где допустима незначительная утечка, картриджное механическое уплотнение является экономически эффективным. Для токсичных, легковоспламеняющихся или дорогостоящих химических веществ конструкции без уплотнения с магнитным приводом или с герметичным двигателем полностью исключают путь утечки через уплотнение. Совокупные затраты на замену уплотнений в течение пяти лет могут достигать 20 000–60 000 долларов США — часто превышая капитальные затраты на насос без уплотнения.
В2: Какие химически стойкие материалы лучше всего подходят для сильных кислот?
О: Для соляной кислоты любой концентрации и серной кислоты выше примерно 15% насосы с фторопластовой футеровкой (ПТФЭ или PFA) являются надежным долгосрочным выбором. Hastelloy C-276 обладает наиболее широкой металлической стойкостью, но имеет ограничения, зависящие от концентрации и температуры. Для сред с высокой проникающей способностью, таких как HCl при повышенных температурах, указывайте футеровку PFA минимальной толщиной 15–20 мм.
В3: В чем практическая разница между насосом с магнитным приводом и насосом с герметичным двигателем?
О: Оба обеспечивают нулевую утечку. Насос с магнитным приводом использует стандартный двигатель и магнитную муфту, что упрощает обслуживание приводной части. Насос с герметичным двигателем объединяет двигатель и насос в одном герметичном блоке, обеспечивая двойной защитный барьер — предпочтительно для применений с высоким давлением и сред, содержащих чрезвычайно токсичные жидкости, где требуется резервированное удержание.
В4: Каков предел вязкости для центробежных химических насосов?
О: Центробежные насосы работают эффективно до примерно 500 сП. За этим пределом вязкое сопротивление снижает как напор, так и расход, и конструкции объемного вытеснения — электрические диафрагменные или кулачково-винтовые — становятся экономически обоснованным выбором.
В5: Как часто следует обслуживать химический технологический насос?
A: Ежедневный мониторинг, ежемесячная проверка зазора рабочего колеса и утечек уплотнений, ежеквартальный осмотр проточной части и ежегодная полная разборка. Для насосов, перекачивающих кристаллизующиеся или полимеризующиеся среды, требуются пропорционально более короткие интервалы.
Q6: Что вызывает преждевременный выход из строя механических уплотнений в химическом оборудовании?
A: Наиболее распространенными причинами являются низкая смазывающая способность жидкости, препятствующая стабильной смазке торцов, кристаллизация на торцах уплотнений при остановке насоса, абразивные твердые частицы, попадающие между торцами, и неправильный выбор схемы промывки для конкретной химической среды.
Q7: Зачем устанавливать самовсасывающий насос вместо погружного насоса для коррозионных приямков?
A: Самовсасывающий насос с фторопластовой футеровкой устанавливается над приямком — легко осматривается, нет подшипников или уплотнений, работающих в жидкости, не требуется кран для обслуживания и нет электрооборудования в коррозионной атмосфере. Для высоты всасывания менее примерно пяти метров это часто является наиболее практичной и ремонтопригодной конфигурацией.
Q8: Может ли один и тот же насос работать как с кислотами, так и с растворителями?
A: Только если его контактирующие со средой материалы проверены для обеих сред. Насосы с фторопластовой футеровкой (PTFE или PFA) являются одними из немногих конструкций, способных работать с сильными кислотами и органическими растворителями в рамках одного материала — при условии, что эластомеры в уплотнениях и кольцах также подтверждены как совместимые с обеими химическими средами.
Рекомендации по выбору от инженеров Changyu Pump
Основываясь на двадцатилетнем опыте работы с химический технологический насос установками, инженеры Changyu Pump рекомендуют следующие критерии:
- Проверяйте каждый контактирующий со средой материал на соответствие фактической технологической жидкости при ее максимальной рабочей температуре. Кислоты, безвредные для материала при 40°C, могут стать агрессивно коррозионными при 120°C. Подтвердите весь путь контакта со средой — металлы, футеровки, кольца, прокладки, торцы уплотнений.
- Сопоставляйте технологию герметизации с уровнем опасности. Герметичный насос стоит дороже изначально, но совокупная стоимость замены уплотнений, промывочной воды, мониторинга выбросов и простоев производства за пять лет может достигать 20 000–60 000 долларов США на один насос — часто превышая надбавку к капитальным затратам. Для опасных сред экономика жизненного цикла решительно склоняется в пользу герметичных конструкций.
- Соблюдайте ограничение по вязкости. Рассматривайте насосы объемного типа в качестве основного кандидата при вязкости выше примерно 500 сП или для чувствительных к сдвигу, кристаллизующихся или полимеризующихся жидкостей.
- Для сред с высокой проникающей способностью (HCl, Cl₂, Br₂, низкомолекулярные фториды) при повышенных температурах указывайте футеровку из PFA минимальной толщиной 15–20 мм. Это единственная проверенная защита от коррозии стального корпуса с обратной стороны, вызванной проникновением — режима отказа, не обнаруживаемого при внешнем визуальном осмотре.
- Рассчитывайте совокупную стоимость владения (TCO) на многолетнем горизонте, а не цену покупки. Учитывайте энергию (обычно 40–60% стоимости жизненного цикла), частоту замены уплотнений, затраты на техническое обслуживание, время простоя, а также потенциальные регуляторные, экологические и репутационные издержки от утечки химикатов.
- Проектируйте установку с учетом доступа для обслуживания. Химический насос, установленный в недоступном месте, неизбежно будет обслуживаться реже, чем требуется по графику — независимо от того, что написано в плане технического обслуживания.
Заключение
A химический технологический насос определяется жидкостью, которую он перекачивает, и герметизацией, которую он обеспечивает. Выбор правильного насоса требует систематической оценки химического состава среды, условий эксплуатации, уровня опасности и совокупной стоимости владения. Инженерная дорожная карта проста: полностью охарактеризуйте жидкость, выберите принцип герметизации, соответствующий уровню опасности, подберите материалы в соответствии с химическим составом при всех рабочих температурах — с особым вниманием к рискам проникновения для агрессивных низкомолекулярных сред — и проверьте гидравлический выбор по кривой системы, включив соответствующие запасы на изменчивость процесса. Будь то применение, требующее футерованного центробежного насоса для перекачки больших объемов кислоты, насоса с магнитным приводом для герметизации токсичного промежуточного продукта или самовсасывающего насоса для откачки коррозионного растворителя из подземного хранилища, одна и та же структурированная методология дает безопасный, ремонтопригодный и экономически эффективный результат.
Связаться с компанией Changyu Pump с вашими технологическими параметрами и свойствами жидкости. Наша инженерная группа предоставит подробную рекомендацию по насосу и коммерческое предложение.