A chemical pump for caustic soda is a specialized industrial fluid handling system engineered to safely transport sodium hydroxide (NaOH) across varying concentrations and temperatures. Unlike standard water systems, a poorly specified chemical pump handling сильные щелочи will rapidly fall victim to mechanical seal crystallization, motor overload, and metallurgical embrittlement. Caustic soda is indispensable in water treatment, alumina refining, pulp and paper manufacturing, and soap production. To maintain continuous plant operations, Насос Чанъюй designs robust, fluoroplastic-lined, and leak-free насос для перекачки химикатов solutions that tackle the verified physical properties of sodium hydroxide.
Why Do Chemical Pumps for Caustic Soda Fail Prematurely?
When dealing with sodium hydroxide, plant engineers must account for chemical behaviors that completely differ from standard acid handling. Based on our extensive fluid handling experience, Changyu Pump notes that premature equipment failure usually stems from three critical operational parameters:
- Crystallization at Ambient Temperatures: At a standard industrial concentration of 50%, caustic soda has a verified freezing point of approximately 12°C to 15°C (53.6°F to 59°F), where it begins to undergo rapid crystallization. If the fluid crystallizes between the faces of a mechanical seal, the abrasive solids act like sandpaper, shattering the carbon or ceramic components upon pump startup. Eliminating these crystallization points prevents unexpected seal blowouts, which drastically reduces your annual maintenance downtime and prevents hazardous leaks.
- High Specific Gravity Overloads: 50% caustic soda has a specific gravity of approximately 1.52 at 20°C. This dense fluid requires a насос для перекачки химикатов with a specifically calculated, upsized electric motor. Upsizing the motor ensures your production line never stops due to sudden electrical tripping or burnt stator coils caused by heavy fluid resistance.
- Caustic Embrittlement: Standard 316L stainless steel handles ambient-temperature dilute caustic soda well. However, elevated temperatures (above 60°C / 140°F) in concentrated NaOH cause severe stress corrosion cracking, a metallurgical failure known as caustic embrittlement. Utilizing fluoroplastic linings instead of metal for hot NaOH prevents catastrophic pipeline breaches, ensuring absolute safety for your operators.
Ultimately, the extreme density and high-temperature corrosivity of NaOH mean that selecting an off-the-shelf water pump will literally crush your motor or crack your pump casing. Sizing the right pump protects your capital expenditure and safeguards your operational profitability.
Specific Gravity & Motor Sizing Impact for NaOH
To accurately size your equipment, engineers must apply specific overload factors based on verified fluid density to avoid motor burnout.
| NaOH Concentration | Verified Specific Gravity (at 20°C) | Minimum Motor Overload Factor | Typical Fluid Behavior & Risk Profile |
|---|---|---|---|
| 20% | ~1.22 | 1.25x | Low viscosity; minimal crystallization risk at ambient temp. |
| 30% | ~1.33 | 1.35x | Moderate viscosity; safe for standard plastic alloys. |
| 50% | ~1.52 | 1.50x to 1.60x | High viscosity; crystallizes below 15°C; extreme motor load. |
Which Chemical Transfer Pumps Are Best for Sodium Hydroxide?
Selecting the right materials is critical to plant safety. Based on our fabrication experience, Насос Чанъюй offers several models specifically optimized for distinct caustic soda applications.
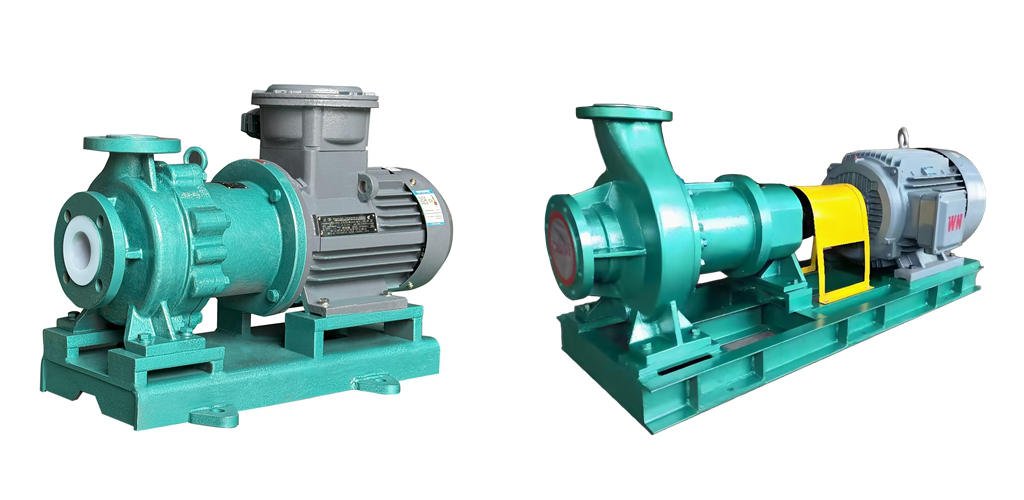
1. CYQ Series Fluoroplastic Magnetic Drive Pump (For Zero Leakage)
When handling 50% caustic soda, mechanical seals are highly vulnerable to crystal damage. The CYQ Series Magnetic Pump completely eliminates the dynamic shaft seal. Driven by rare-earth magnets and lined with inert F46/PFA fluoroplastics, it guarantees leak-free operation. For your facility, this completely eliminates the recurring cost of replacing mechanical seals and prevents regulatory fines associated with hazardous alkaline spills on your factory floor.

Specifications of Our CYQ Series Chemical Pump for Caustic Soda
2. CYF Series Acid Transfer Chemical Centrifugal Pump (For Bulk Transfer)
For high-volume, continuous circulation of dilute sodium hydroxide, the CYF Series Centrifugal Pump provides outstanding hydraulic efficiency. Constructed with a heavy-duty plastic alloy casing, it effectively resists alkaline corrosion. Your facility achieves maximum flow rates for bulk transfer processes at a highly competitive initial capital expenditure.

Specifications of Our CYF Series Chemical Pump for Caustic Soda
3. Fluoroplastic Centrifugal Self-Priming Pump (For Tanker Unloading)
Lifting caustic soda from underground sumps or unloading delivery trucks without a flooded suction line requires powerful negative pressure. Our Fluoroplastic Centrifugal Self-Priming Pump automatically evacuates air while remaining protected by heavy PTFE/FEP linings. You can safely unload chemical tanker trucks significantly faster, removing the dangerous need for your staff to manually prime the pump with hazardous fluids.
To explore the exact hydraulic curves and motor requirements for these models, simply click the product images above to review their full technical specifications.
Specifications of Our FZB Series Chemical Pump for Caustic Soda:
How Do Changyu Pump Engineers Solve Real-World Caustic Soda Challenges?
Theoretical specifications mean nothing without field validation. Engineers at Changyu Pump routinely deploy highly customized solutions based on live process data to ensure maximum uptime.
During a recent project, a municipal wastewater treatment facility struggled with standard metal центробежные насосы seizing every winter. Process testing revealed that ambient temperatures dropped below 10°C, causing the 50% NaOH to crystallize instantly inside the mechanical seals during standby mode. This crystallization was the exact root parameter causing the catastrophic failures.
We decisively replaced the failing units with our CYQ Magnetic Drive Pumps, removing the vulnerable mechanical seal entirely. Furthermore, we integrated a specialized thermal tracing jacket around the pump casing to maintain the fluid temperature above the critical 15°C threshold.
As a result, the plant achieved zero seal failures over 24 months, compared to their previous industry average of replacing mechanical seals every 3 months in winter conditions. By addressing the root cause—cold temperatures—with a smarter sealless design and integrated heating, the plant successfully transformed a recurring repair expense into long-term operational savings. We invite you to compare this 24-month failure-free data with your current maintenance logs to calculate the potential downtime savings for your own facility.

Table 2: Material Selection Guide for Caustic Soda
Evaluating the temperature is just as important as the chemical concentration to prevent metallurgical failure.
| Operating Temperature | Recommended Pump Material | Engineering Rationale & Business Impact |
|---|---|---|
| < 40°C (104°F) | 316L SS / PP / Plastic Alloy | Cost-effective capital expenditure for ambient, dilute solutions. |
| 40°C – 60°C (140°F) | PTFE / FEP Lined | Prevents the early onset of caustic embrittlement in metals. |
| > 60°C (140°F) | PFA Lined / Magnetic Drive | Absolute safety against severe stress corrosion cracking; maximizes lifecycle. |
How Does Systematic Quality Control Protect Your Chemical Pump Investment?
When handling dangerous alkaline fluids, equipment reliability directly dictates your plant’s uptime. Our comprehensive Quality Control protocol covers raw material verification, hydrostatic pressure tests up to 1.5 times the design pressure, and dynamic performance monitoring. Backed by ISO-compliant manufacturing certificates, we maintain strict operational tolerances.



Because of this rigorous testing, your equipment works perfectly straight out of the box, ensuring your project passes stringent safety inspections on the very first try. You will not lose money to delayed commissioning schedules or clean up costs from unexpected leaks. If you are ready to upgrade your caustic soda handling system, our engineering team is available to provide a free specific-gravity calculation and a tailored quote.
FAQs About Caustic Soda Pumping?
Q1: How much does a specialized chemical pump for caustic soda cost?
A: Prices vary by flow rate and metallurgy. Standard CYF plastic alloy pumps are highly economical for dilute solutions, while zero-leakage PFA-lined magnetic drive pumps require a higher initial investment. However, magnetic drives eliminate mechanical seal replacements, delivering a vastly superior ROI over a three-year cycle.
Q2: What is the typical lead time for a custom chemical transfer pump?
A: For standard configurations, Насос Чанъюй ships within 7 to 10 business days. Custom-engineered pumps requiring specific oversized motors for 1.52 specific gravity or specialized PFA linings typically require 3 to 4 weeks. We optimize our supply chain to strictly meet your project deadlines.
Q3: How do we protect our proprietary chemical process IP when sharing parameters?
A: We take your intellectual property seriously. Changyu Pump strictly enforces Non-Disclosure Agreements (NDAs) before discussing your proprietary concentrations or plant layouts. Your process data is used solely for hydraulic sizing calculations and is never shared externally.
Q4: What is the Minimum Order Quantity (MOQ) for your chemical pumps?
A: Our MOQ is exactly one unit. Whether you need a single chemical pump to urgently replace a broken unit or a bulk order of 50 pumps for a new alumina refinery expansion, we provide the same factory-direct pricing and dedicated engineering support.
Q5: Why do mechanical seals break so often in 50% NaOH?
A: At 50% concentration, NaOH crystallizes easily when temperatures drop below 15°C (59°F). These abrasive crystals form between the mechanical seal faces during standby. When the pump restarts, the crystals instantly grind and shatter the carbon or ceramic seal components.
Q6: Can we use standard stainless steel for hot caustic soda?
A: No. While 316L stainless steel handles ambient caustic soda, temperatures above 60°C trigger a metallurgical failure known as “caustic embrittlement,” causing the metal to crack. Fluoroplastic-lined pumps (PTFE/PFA) are the only safe choice for hot NaOH.
Q7: How do you size the motor for high specific gravity fluids?
A: 50% caustic soda has a specific gravity of 1.52 (52% heavier than water). We calculate the required brake horsepower and apply a minimum 1.2x to 1.5x safety factor, ensuring the electric motor handles the dense fluid without overheating or tripping your electrical breakers.
Q8: Does a magnetic drive pump require special installation?
A: Yes. Because they lack mechanical seals, насосы с магнитным приводом rely on the pumped fluid for internal bearing lubrication. You must install a reliable run-dry protection system (such as a power monitor) to ensure the pump never operates without fluid, completely preventing bearing damage.
3 Rules for Caustic Soda Pump Selection
- Always Multiply for Specific Gravity: Never use a standard water pump motor. Explicitly multiply your required horsepower by 1.52 (for 50% NaOH) plus a safety margin to prevent instantaneous motor burnout.
- Ban Mechanical Seals for Outdoor Cold Use: If your pump operates outdoors in climates dropping below 15°C (59°F), immediately mandate a sealless magnetic drive pump or install heavy heat tracing to prevent catastrophic crystal-induced seal shattering.
- Switch to Fluoroplastics at 60°C: If your process temperature exceeds 60°C (140°F), definitively rule out stainless steel to avoid stress corrosion cracking. Standardize on PFA or PTFE-lined pumps for absolute metallurgical safety and long-term plant reliability.
Secure Your Caustic Soda Process Today
Pumping sodium hydroxide requires meticulous attention to fluid density, temperature, and crystallization risks. Selecting an inadequate chemical pump will inevitably lead to hazardous alkaline leaks, ruined motors, and costly facility downtime. Do not leave your plant’s safety to chance or struggle with complex specific gravity calculations alone.
The fluid engineering team at Насос Чанъюй is ready to evaluate your specific working conditions, concentration, and temperature to select the exact насос для перекачки химикатов your facility needs. Contact us today for a free cost calculation, expert technical guidance, and a highly competitive, factory-direct quotation.





