Industria de procesamiento químico
La industria química exige altos estándares en el manejo de fluidos y se rige por procesos rigurosos, lo que requiere bombas confiables capaces de procesar ácidos corrosivos, álcalis, solventes, polímeros, lodos abrasivos y fluidos a altas temperaturas. Durante operaciones críticas como el trasvase, la reacción, la circulación y la descarga de residuos, las bombas deben garantizar un funcionamiento sin fugas, puro, seguro y estable.
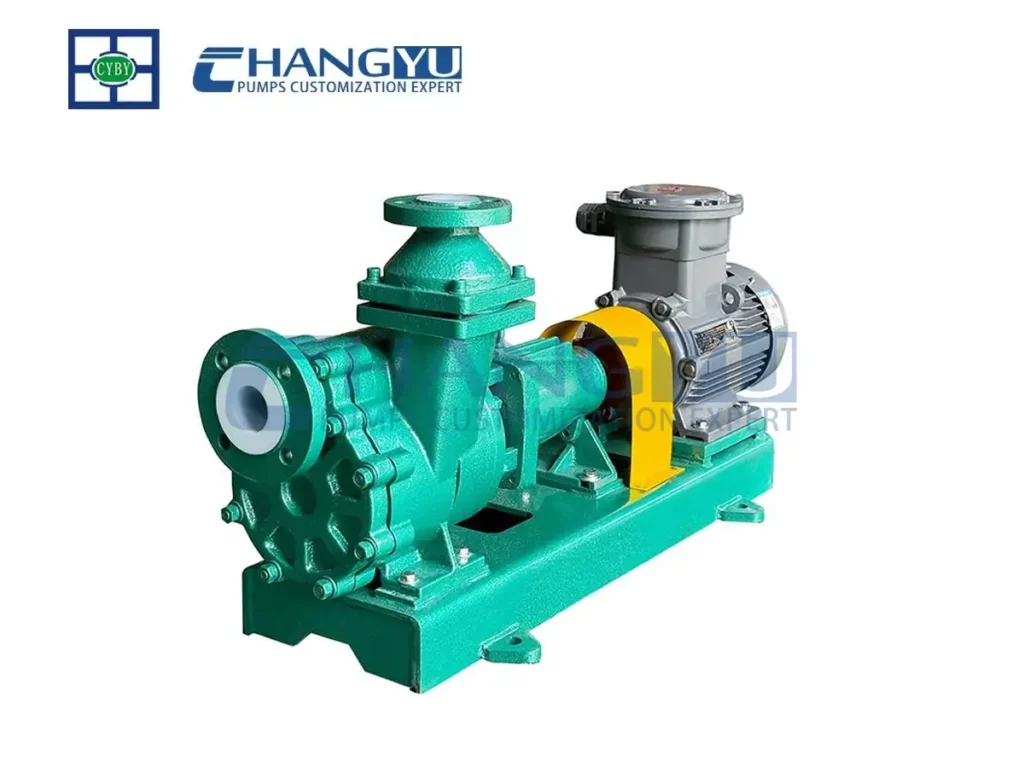
Bomba Changyu ofrece bombas químicas resistentes a la corrosión, al desgaste y a prueba de fugas, incluidas las bombas de accionamiento magnético de fluoruro, bombas de accionamiento magnético, bombas centrífugas resistentes a la corrosión, bombas autocebantes, bombas semisumergibles y bombas para fluidos de alta viscosidad. Gracias a sus completos servicios de personalización OEM/ODM, estas bombas garantizan un funcionamiento seguro, eficiente y continuo en entornos exigentes de procesamiento químico.
Fluidos de procesos químicos para aplicaciones de bombeo industrial
Las bombas químicas Changyu están diseñadas para manejar ácidos corrosivos, álcalis, solventes orgánicos, suspensiones de polímeros, fluidos de reacción a alta temperatura y residuos químicos agresivos en aplicaciones de transferencia, circulación y descarga.
 Soluciones químicas cristalizantes
Soluciones químicas cristalizantes Disolventes orgánicos
Disolventes orgánicos Álcalis fuertes
Álcalis fuertes Líquidos que contienen disolventes
Líquidos que contienen disolventes Residuos líquidos químicos
Residuos líquidos químicos Líquidos corrosivos
Líquidos corrosivos Líquidos de alta viscosidad
Líquidos de alta viscosidad Residuos líquidos
Residuos líquidos
- Ácido clorhídrico (HCl)
- Ácido sulfúrico (H₂SO₄)
- Ácido nítrico (HNO₃)
- Solución de hidróxido de sodio (NaOH)
- Suspensión de ácido fosfórico
- Suspensión de polímero (resina/látex)
- Líquidos de reacción a alta temperatura
- Soluciones químicas cristalizantes
- Metanol
- Etanol
- Acetona
- Tolueno
- Ácido clorhídrico usado
- Residuos líquidos de ácidos mixtos
- Aguas residuales químicas con sólidos
- Residuos de procesos corrosivos
Soluciones de bombas químicas para aplicaciones de procesos críticos

Vertido de ácidos residuales y líquidos residuales
Tipo de bomba recomendado: Bomba centrífuga de transferencia para ácido clorhídrico
Motivo: Esta serie de bombas para productos químicos cuenta con una construcción monolítica no metálica resistente a la corrosión, lo que permite un funcionamiento estable en un rango de temperaturas de -20 °C a 180 °C. Con caudales que van de 1,6 a 2600 m³/h, alturas de bombeo de 5 a 130 m y potencias máximas de hasta 710 kW, estas bombas ofrecen un rendimiento de transferencia eficiente, confiable y prácticamente sin fugas en diversas condiciones de procesamiento químico.

Alimentación y circulación del reactor
Tipo de bomba recomendado: Bomba de accionamiento magnético
Motivo: Las bombas de accionamiento magnético para altas temperaturas utilizan una tecnología de accionamiento magnético sin fugas y un revestimiento de fluoroplástico resistente a la corrosión, lo que las hace adecuadas para la alimentación y circulación continuas de medios de reacción a altas temperaturas y altamente corrosivos. Esto garantiza un funcionamiento seguro y estable de las reacciones químicas.

Transferencia de disolventes
Tipo de bomba recomendado: Bomba de diafragma
Motivo: Las bombas neumáticas de doble diafragma son un tipo común de bomba industrial que se utiliza en aplicaciones de bombeo de la industria química. Accionadas por aire comprimido, estas bombas logran un funcionamiento estable gracias a la deformación recíproca de los diafragmas. Su diseño de precisión permite no solo el bombeo de fluidos convencionales, sino también el procesamiento eficiente de fluidos de alta viscosidad, abrasivos y sensibles a la corrosión.

Traslado y almacenamiento de ácidos y álcalis
Tipo de bomba recomendado: Bomba semisumergible
Motivo: El cuerpo de la bomba se sumerge directamente en el fondo del tanque de almacenamiento, lo que permite un bombeo continuo y estable de líquidos ácidos y alcalinos sin necesidad de cebado. Este diseño gestiona eficazmente los líquidos que contienen sedimentos o partículas, minimizando el riesgo de obstrucciones y bolsas de aire, reduciendo la frecuencia de mantenimiento y mejorando significativamente la fiabilidad operativa general y la rentabilidad en aplicaciones de almacenamiento de productos químicos.
Aplicaciones de las bombas en la industria química
La producción química suele implicar un funcionamiento continuo de alta intensidad, lo que requiere la manipulación de medios altamente corrosivos, tóxicos, inflamables y a altas temperaturas. Por lo tanto, las bombas químicas deben garantizar un funcionamiento confiable y, al mismo tiempo, satisfacer las necesidades de transporte de ácidos, solventes, lodos y líquidos residuales a lo largo de las distintas etapas del proceso químico.
Changyu Pumps ofrece soluciones de bombas químicas adaptadas a cada aplicación, y se especializa en la fabricación a largo plazo de bombas industriales que priorizan la seguridad, la resistencia a la corrosión y la prevención de fugas, al tiempo que ofrece servicios de personalización.
Traslado y almacenamiento de ácidos y álcalis
Desafíos:
Alto riesgo de corrosión, acumulación de sedimentos, succión inestable y mantenimiento frecuente.
Nuestras ventajas:
Las bombas químicas verticales autocebantes de Changyu cuentan con revestimientos resistentes a la corrosión, lo que garantiza un rendimiento de succión estable y permite transferir de manera confiable ácidos y álcalis altamente corrosivos, al tiempo que reducen eficazmente el tiempo de inactividad.
Alimentación y circulación del reactor
Desafíos:
Altas temperaturas, altas presiones y la necesidad de un funcionamiento continuo sin fugas.
Nuestras ventajas:
Las motobombas con accionamiento magnético y montadas en tanque permiten un funcionamiento sin fugas, una circulación estable y una alimentación precisa del reactor en entornos de alta temperatura y altamente corrosivos.
Transferencia de disolventes
Reto:
Sustancias volátiles, riesgo de explosión, sensibilidad a las fugas y necesidades de transferencia flexibles.
Nuestras ventajas:
Las bombas neumáticas de diafragma y las bombas para bidones transfieren de forma segura y confiable solventes volátiles e inflamables, sin fugas y con un funcionamiento sencillo.
Vertido de ácidos residuales y líquidos residuales
Reto:
Residuos altamente corrosivos, contenido de sólidos y la presión para cumplir con las normas medioambientales.
Nuestras ventajas:
Las bombas para residuos químicos sin sellos, fabricadas con materiales resistentes a la corrosión y al desgaste, garantizan un bombeo fiable de ácidos residuales altamente corrosivos y efluentes químicos.
Contáctenos
Soluciones de bombeo flexibles, eficientes y totalmente personalizadas.
¿Busca la solución de bombeo perfecta para sus necesidades específicas? Nuestro equipo de expertos ofrece soluciones personalizadas de bombas centrífugas adaptadas a sus fluidos, condiciones de funcionamiento y requisitos del proyecto. ¡Solicite hoy mismo una consulta personalizada y un presupuesto!
Envíe su consulta ahora
Series de bombas químicas recomendadas para diversas necesidades de proceso
Estas series de bombas se han seleccionado para adaptarse a diversos medios químicos, temperaturas, viscosidades y requisitos de instalación, lo que ofrece opciones flexibles y confiables para sistemas complejos de bombeo de productos químicos.

















Preguntas frecuentes
¿Listo para optimizar tu sector?