Introducción
Bomba para procesos químicos La elección de la bomba determina si una planta química, una instalación farmacéutica o una operación petroquímica funciona de manera segura o se enfrenta a fugas recurrentes, paradas imprevistas y el escrutinio de las autoridades reguladoras. A diferencia de una bomba industrial de uso general diseñada para el manejo de agua, una bomba para procesos químicos deben resistir fluidos agresivos —ácidos fuertes, soluciones cáusticas, solventes volátiles, productos intermedios a alta temperatura— y, al mismo tiempo, mantener esos fluidos completamente confinados.
Los datos procedentes de diversas fuentes de estudios de mercado indican que el gasto mundial en bombas para aplicaciones químicas oscila entre 40 000 y 55 000 millones de dólares al año, y que el segmento especializado de bombas sin sellos —que abarca los diseños de accionamiento magnético y de motor encapsulado— crece a un ritmo aproximado del 81 % anual, a medida que las plantas endurecen los controles de emisiones y sustituyen los equipos antiguos con sellos mecánicos (Fuentes: MarketsandMarkets, Fortune Business Insights). Changyu Pump lleva más de dos décadas diseñando e instalando estas bombas en entornos químicamente agresivos. Esta guía ofrece una referencia estructurada que abarca los tipos de bombas organizados por principio de contención, compatibilidad de materiales, una metodología de selección paso a paso, prácticas de mantenimiento y datos de rendimiento en el mundo real. Contáctenos con los parámetros de su proceso para obtener una recomendación específica.
1. ¿Qué es una bomba para procesos químicos?
1.1 Definición básica
A bomba para procesos químicos es una máquina diseñada específicamente para transferir fluidos químicamente agresivos, tóxicos, a alta temperatura o de alta pureza dentro de los procesos de producción de las industrias química, farmacéutica, petroquímica y afines. Lo que la distingue fundamentalmente de una bomba de agua de uso general es que cada elemento de su diseño —materiales, sellado y sistema hidráulico— está subordinado a dos requisitos primordiales: la bomba debe resistir el fluido que maneja y debe mantener ese fluido completamente contenido.
1.2 Los tres pilares de la ingeniería
Este doble requisito se sustenta en tres pilares de ingeniería.
Materiales. Todos los componentes en contacto con el fluido —carcasa, impulsor, manguito del eje, anillos O y juntas— deben ser resistentes al producto químico específico a su temperatura y concentración de funcionamiento. Un material que funciona a la perfección en una corriente de proceso puede fallar catastróficamente en otra. Por ejemplo, una carcasa de acero inoxidable que maneja ácido sulfúrico 20% a 40 °C puede fallar en cuestión de semanas si el mismo ácido se calienta a 90 °C, mientras que el ácido sulfúrico 98%, relativamente manejable para el acero al carbono a temperatura ambiente, se vuelve agresivamente corrosivo para la mayoría de las aleaciones por encima de los 80 °C.
Contención. La bomba debe impedir de manera fiable que el fluido de proceso entre en contacto con la atmósfera. Esto se logra mediante un sello mecánico dinámico o mediante un diseño sin sellos (hermético) que elimina por completo la penetración del eje. La elección entre estos dos principios de contención es la decisión más importante a la hora de seleccionar una bomba química.
Hidráulica. La bomba debe proporcionar un caudal estable a pesar de las propiedades del fluido —viscosidad, presión de vapor, contenido de sólidos— que a menudo varían con la temperatura o el avance de la reacción. Las juntas que se mantienen dimensionalmente estables durante meses con un disolvente frío pueden fallar en cuestión de días cuando el flujo bombeado contiene monómeros cristalizantes que desgastan las superficies de las juntas y obstruyen los orificios de lavado.
2. ¿Por qué confiar en esta guía?
Las recomendaciones de esta guía se basan en más de veinte años de experiencia práctica en ingeniería en todo el espectro de bomba para procesos químicos aplicaciones. Los ingenieros de Changyu Pump han observado los modos de falla que acortan la vida útil de las bombas en entornos químicamente agresivos: impulsores erosionados por la combinación de corrosión y abrasión por partículas, superficies de sellado destruidas por la solidificación de los fluidos de proceso y conjuntos de cojinetes contaminados por fugas de vapor debido a un sellado inadecuado. Cada falla representa un costo operativo directo para la planta, y cada una de ellas ha influido en la selección de materiales y las decisiones de diseño de nuestras líneas de productos actuales.
3. ¿Cómo se clasifican las bombas para procesos químicos?
Las bombas para procesos químicos se dividen en dos categorías fundamentales según el diseño del sistema de contención: las que cuentan con un sello dinámico del eje y las que cuentan con un sistema de contención estático. Esta única distinción determina la carga de mantenimiento, el perfil de seguridad y el proceso de cumplimiento normativo. La capacidad de autocebado es una característica hidráulica disponible dentro de la categoría de bombas centrífugas, y no constituye una categoría de bombas independiente.
3.1 Bombas centrífugas con sellos dinámicos
El convencional bomba para procesos químicos utiliza un impulsor giratorio para transferir energía al fluido. Un eje atraviesa la carcasa, y un sello mecánico controla las fugas en el punto de salida del eje. Los componentes en contacto con el fluido son de metales de alta aleación o están protegidos por revestimientos de fluoropolímero.
Este diseño es el más utilizado en la industria para tareas de transferencia a granel, circulación y servicios generales. Es capaz de manejar caudales elevados, viscosidades moderadas (normalmente por debajo de unos 500 cP) y, con la selección adecuada de materiales, ácidos fuertes, álcalis y solventes. La penetración del eje es la desventaja inherente: un sello mecánico es un componente de precisión sujeto a desgaste que requiere mantenimiento y debe sustituirse periódicamente. Para medios no peligrosos, esta compensación es económicamente aceptable. Para fluidos tóxicos, inflamables o de alto valor, los diseños sin sello que se describen a continuación eliminan por completo esta vía de riesgo.
Bombas centrífugas autocebantes son un tipo específico de bombas hidráulicas. Pueden extraer el aire de la línea de succión y bombear el fluido hacia arriba sin necesidad de cebado manual, lo que las hace ideales para la descarga de camiones cisterna, el drenaje de sumideros y aplicaciones de almacenamiento subterráneo. En aplicaciones químicas, suelen estar revestidas de fluoroplástico. Una bomba autocebante instalada sobre un sumidero elimina la necesidad de una válvula de pie, un sistema de cebado por vacío o una configuración sumergible en entornos corrosivos, lo que simplifica tanto la instalación como el mantenimiento.
3.2 Bombas sin sellos con contención estática
Sin sello bomba para procesos químicos Elimina por completo la penetración dinámica del eje, logrando una estanqueidad total por diseño. Tres tecnologías hacen posible este resultado.
Bombas de accionamiento magnético transmitir el par de un motor estándar al impulsor a través de una carcasa de aislamiento fija utilizando un acoplamiento magnético. Los diseños modernos incorporan un cubierta de doble contención: la carcasa interior proporciona el sellado principal, mientras que la carcasa exterior actúa como barrera secundaria con una cámara intermedia que puede conectarse a un sistema de monitoreo de fugas y alarma. Dado que el motor sigue siendo un motor eléctrico industrial estándar, el mantenimiento del lado del accionamiento no requiere personal especializado.
Bombas con motor encapsulado (CMP) integrar el rotor del motor directamente en el eje de la bomba dentro de un recinto hermético a presión. El estator está aislado del fluido de proceso mediante una delgada carcasa resistente a la corrosión, normalmente de Hastelloy C-276. Una ventaja clave de las bombas CMP es su barrera de seguridad doble Construcción: incluso si el recipiente interno llegara a romperse, la carcasa exterior de la bomba proporciona una segunda capa de contención independiente. Esto convierte a las bombas CMP en la opción preferida para aplicaciones con sistemas de alta presión (hasta aproximadamente 42 MPa) y para servicios que impliquen fluidos extremadamente tóxicos, de alto valor o peligrosos para el medio ambiente, en los que la contención redundante sea un requisito normativo o de la instalación.
Bombas de diafragma aislan el fluido tras una membrana flexible. Al no tener ningún eje giratorio que atraviese la barrera de presión, son intrínsecamente resistentes a los sólidos abrasivos, al funcionamiento en seco y a la alta viscosidad, lo que las convierte en la opción más práctica para lodos químicos agresivos y aplicaciones de dosificación.
3.3 Resumen de los tipos de bombas para procesos químicos
| Categoría de bombas | Principio de contención | Viscosidad óptima | Caso de uso típico |
|---|---|---|---|
| Centrífuga convencional (forrado o de aleación) | Sello mecánico | < 500 cP | Transferencia a granel, circulación |
| Centrífuga autocebante | Sello mecánico | < 500 cP | Transferencia corrosiva bajo rasante |
| Accionamiento magnético | Carcasa de doble contención; motor estándar | < 500 cP | Sustancias peligrosas, tóxicas y de gran valor |
| Motor encapsulado | Barrera de seguridad doble; motor integrado | < 500 cP | Toxicidad extrema, alta presión, se requiere doble contención |
| Diafragma | Membrana recíproca | > 10 000 cP | Abrasivo, de alta viscosidad, apto para funcionamiento en seco |

4. Materiales resistentes a los productos químicos y tecnologías de sellado
La elección del material determina si un bomba para procesos químicos puede funcionar durante años o fallar en cuestión de semanas. Todos los componentes en contacto con el fluido —carcasa, impulsor, manguito del eje, anillos O y superficies de sellado— deben resistir la acción de la sustancia química específica a su temperatura real de funcionamiento. El enfoque de ingeniería correcto consiste en adaptar el material a las propiedades químicas del medio, y nunca recurrir por defecto a una aleación concreta para luego abordar los fallos a posteriori.
4.1 Materiales metálicos
Acero inoxidable 316L, aunque es fácil de conseguir, tiene unas limitaciones bien documentadas: el ácido clorhídrico, en cualquier concentración, lo corroe rápidamente, y el ácido sulfúrico a concentraciones superiores a unos 15% provoca un deterioro progresivo. Es adecuado para productos químicos suaves y agua de servicio industrial, pero no para uso químico general sin antes verificarlo.
Aceros inoxidables dúplex como el 2205 y el CD4MCu ofrecen una resistencia significativamente mayor a la corrosión por picaduras de cloruro y al agrietamiento por tensión, al tiempo que proporcionan una resistencia moderada a la abrasión (280–350 BHN). Acero inoxidable dúplex Se recomienda su uso cuando el medio es a la vez ácido y abrasivo —drenaje ácido de minas, raffinato de extracción con solventes, salmueras de proceso— hasta aproximadamente 110 °C.
Hastelloy C-276—una aleación a base de níquel que contiene molibdeno y tungsteno— ofrece la mayor resistencia a la corrosión metálica, especialmente en ácidos calientes y entornos oxidantes, aunque a un costo del material correspondientemente más elevado.
4.2 Fluoropolímeros
PTFE es químicamente inerte frente a prácticamente todos los productos químicos industriales hasta aproximadamente 120 °C. PFA amplía esta inercia hasta aproximadamente 160 °C, lo que permite la transferencia de ácidos calientes y los procesos de cristalización a alta temperatura. FEP ofrece una amplia resistencia química y una buena procesabilidad para bombas revestidas que funcionan entre –80 °C y 120 °C. UHMW-PE ofrece una resistencia al impacto excepcional a temperaturas moderadas (hasta 90 °C), absorbiendo la energía de impacto de las partículas en aplicaciones con lodos abrasivos y corrosivos.
Una limitación fundamental de los fluoropolímeros es su permeabilidad a gases y líquidos de moléculas pequeñas. Al bombear medios altamente permeables, como HCl, Cl₂, Br₂ o fluoruros de moléculas pequeñas a temperaturas elevadas, el fluido de proceso se filtra gradualmente a través del revestimiento y llega a la interfaz con la carcasa de acero. Esto provoca la corrosión por la parte posterior de la carcasa de acero, lo que finalmente conduce al colapso o la delaminación del revestimiento —un modo de falla indetectable mediante inspección externa. Las contramedidas incluyen: especificar un espesor mínimo de revestimiento de 15–20 mm para medios altamente permeables, seleccionar PFA en lugar de PTFE (el PFA presenta una menor permeabilidad al gas debido a su estructura molecular más densa) y emplear procesos de moldeo de resina que produzcan una matriz de revestimiento más compacta. En la práctica, para el transporte estándar de ácidos y álcalis por debajo de los 120 °C, basta con PTFE o FEP con un espesor de 8–12 mm. Para medios con moléculas pequeñas que se filtran a temperaturas elevadas, el PFA con un espesor mínimo de 15–20 mm es la defensa probada contra la corrosión en la parte posterior.
4.3 Sistemas de sellado
Sellos mecánicos simples son rentables para fluidos no peligrosos en los que se pueden tolerar fugas leves. Sellos mecánicos dobles el uso de un fluido de barrera a una presión superior a la del fluido de proceso garantiza que cualquier fuga se produzca hacia el interior (de la barrera hacia el proceso); esta es la configuración estándar para medios peligrosos que requieren un funcionamiento sin emisiones. Accionamiento magnético y motor encapsulado Estos diseños eliminan por completo el sello mecánico al transmitir el par a través de una pared de contención fija. Para productos químicos altamente tóxicos, inflamables o de gran valor, las opciones de diseño son las bombas sin sello o los sellos mecánicos dobles con sistemas de fluido de barrera adecuadamente diseñados. Las bombas sin sello ofrecen una ausencia inherente de fugas sin necesidad de un sistema de soporte del sello, mientras que los sellos dobles proporcionan el mismo control de emisiones con la ventaja de una mayor tolerancia a los sólidos y a la temperatura cuando se especifican correctamente. Para fluidos con baja lubricidad —hidróxido de sodio, ácido sulfúrico, fluidos polimerizantes— un diseño adecuado del sistema de soporte del sello evita daños causados por sólidos y productos químicos cristalizantes.
4.4 Guía para la selección de materiales
Seleccione los materiales respondiendo a las siguientes tres preguntas, en orden: (1) ¿Cuál es el principal agente corrosivo y cuál es su concentración? (2) ¿Cuál es la temperatura máxima de funcionamiento, incluyendo las variaciones del proceso? (3) ¿Contiene la corriente sólidos abrasivos?
Para ácidos minerales fuertes (HCl, H₂SO₄, HNO₃) sin abrasivos: bomba revestida de fluoroplástico con PTFE o PFA, cuyo espesor del revestimiento viene determinado por el riesgo de permeación y la temperatura. Para aplicaciones con combinación de ácidos y abrasivos (ácido fosfórico con cristales de yeso, drenaje ácido de minas): revestimiento de UHMW-PE o acero inoxidable dúplex, dependiendo del pH y la temperatura. Para aplicaciones corrosivas a altas temperaturas, por encima de los 120 °C: construcción con revestimiento de PFA o Hastelloy C-276. Para corrientes tóxicas o de alto valor: bomba de accionamiento magnético sin sellos o con motor encapsulado, con trayectoria de contacto con el fluido de fluoroplástico o Hastelloy.
| Material | Fuerza | Limitación | Uso habitual |
|---|---|---|---|
| 316L | De bajo costo, fácil de conseguir | No pasa la prueba con HCl ni con H₂SO₄ caliente | Productos químicos suaves, agua de proceso: no es una opción predeterminada |
| Dúplex de acero inoxidable (2205) | Resistencia a la corrosión por picaduras de cloruro | Límite de 110 °C | Aguas ácidas de mina, salmuera de proceso |
| Hastelloy C-276 | Amplia resistencia a los ácidos calientes | Alto costo de los materiales | Ácidos calientes, oxidantes |
| Revestimiento de PTFE | Resistencia casi universal | ~120 °C, permeabilidad al gas, resistencia moderada a la abrasión | Ácidos fuertes, disolventes |
| Revestimiento de PFA | Resistencia del PTFE hasta unos 160 °C, menor permeabilidad | Más caro que el PTFE | Ácidos calientes, medios de permeación a temperaturas elevadas |
| Revestimiento de FEP | Amplia resistencia, buena procesabilidad | Límite de 120 °C | Transferencia general de ácidos y álcalis |
| Revestimiento de UHMW-PE | Resistencia al impacto | Límite de 90 °C | Ácido fosfórico, lodos abrasivos y corrosivos |
5. ¿Cómo funcionan las bombas para procesos químicos?
A bomba para procesos químicos mueve el fluido ya sea añadiendo energía cinética (principio centrífugo) o atrapando y desplazando un volumen fijo (principio de desplazamiento positivo).
En una bomba centrífuga, el impulsor acelera el fluido radialmente hacia afuera, y la carcasa en espiral convierte esta velocidad en presión, lo que se denomina altura manométrica. Este mecanismo, basado en fuerza centrífuga, es ideal para aplicaciones de alto caudal y viscosidad baja a moderada. Las bombas centrífugas nunca alcanzan una eficiencia del 100 %: se pierde energía a través de pérdidas por fricción en la voluta (cizallamiento del fluido contra las paredes de la tubería de revestimiento), pérdidas por vórtice (recirculación turbulenta en la salida del impulsor), y recirculación interna (fuga desde el lado de descarga de alta presión hacia el lado de succión de baja presión a través de los espacios libres de los anillos de desgaste). En aplicaciones químicas, la corrosión aumenta progresivamente los espacios libres de los anillos de desgaste; un incremento de 0,5 a 1,0 mm durante los primeros seis meses de funcionamiento puede duplicar aproximadamente las pérdidas por recirculación interna, pasando de 2–3 % a 5–7 % del caudal total. Además, a medida que las superficies del impulsor y la voluta se vuelven más rugosas debido al ataque químico, los coeficientes de fricción aumentan, lo que reduce la eficiencia hidráulica en un 1–3% por año, según la agresividad del medio.
La eficiencia disminuye a medida que aumenta la viscosidad; por encima de aproximadamente 500 cP, la resistencia viscosa que se ejerce sobre el impulsor reduce tanto el caudal como la altura de bombeo hasta el punto de que los diseños de desplazamiento positivo se convierten en la opción más rentable.
Un parámetro fundamental para la fiabilidad de las bombas centrífugas es Altura de succión positiva neta (NPSH) . El NPSH disponible en el sistema debe superar el NPSH requerido por la bomba con un margen adecuado (la norma ANSI/HI 9.6.7 establece la metodología de cálculo estándar). De lo contrario, se produce cavitación: se forman burbujas de vapor en la entrada del impulsor y colapsan violentamente a medida que se desplazan hacia zonas de mayor presión, lo que provoca ruido, vibraciones y picaduras. Para fluidos que operan cerca de su punto de ebullición, la presión de vapor dependiente de la temperatura debe tenerse en cuenta en el cálculo del NPSHA. Un aumento de temperatura de 10 °C puede reducir el NPSHA en aproximadamente 2,5 metros para fluidos similares al agua. Para solventes orgánicos volátiles con alta presión de vapor, el mismo aumento de 10 °C puede reducir el NPSHA en 5–8 metros, lo que hace que el monitoreo de la temperatura y el recálculo del NPSH a la temperatura máxima de operación posible sean un requisito absoluto.
Las bombas de desplazamiento positivo —de diafragma y de cavidad progresiva— funcionan según un principio fundamentalmente diferente: capturan un volumen fijo y lo desplazan mecánicamente hacia la descarga. El caudal es directamente proporcional a la velocidad de la bomba y, en gran medida, independiente de la presión de descarga. En el caso de polímeros de alta viscosidad, soluciones cristalizantes y productos sensibles al cizallamiento, las bombas de desplazamiento positivo mantienen su eficiencia en un rango de viscosidad mucho más amplio. Para fluidos que presentan fluido no newtoniano comportamiento —en el que la viscosidad varía con la velocidad de cizallamiento— es fundamental realizar una caracterización reológica antes de decidirse por cualquier tipo de bomba.
6. Cómo elegir la bomba adecuada para procesos químicos
Una planta química que elige las bombas basándose únicamente en el precio acaba pagando la diferencia en forma de reemplazos de sellos, paradas no programadas o multas por control de emisiones. Estos seis pasos convierten la decisión en una evaluación de ingeniería estructurada.

Paso 1: Caracterizar el medio
Documente la composición química del fluido, su concentración, pH, temperatura (incluidas las desviaciones del proceso), viscosidad, densidad, presión de vapor y contenido de sólidos —tamaño de partícula, concentración y dureza—. La frase “solo es ácido sulfúrico diluido” ha ido seguida de una carcasa de bomba corroída más veces de las que la mayoría de los ingenieros querrían recordar.
Paso 2: Definir el caudal y la altura dinámica total
Calcule el caudal requerido y la altura dinámica total (TDH): la altura estática más las pérdidas por fricción a lo largo de toda la tubería, más cualquier presión en el punto de destino. Para fluidos viscosos, aplique los factores de corrección de viscosidad del Instituto Hidráulico según la norma ANSI/HI 9.6.7; tanto la altura como el caudal de una bomba centrífuga disminuyen a medida que aumenta la viscosidad, mientras que la demanda de potencia aumenta.
Paso 3: Verificar el margen de NPSH
En el caso de las bombas centrífugas, asegúrese de que el NPSHA (disponible) supere el NPSHR (requerido) en al menos un metro. Para fluidos cuya temperatura se encuentre a menos de 20 °C de su punto de ebullición, vuelva a calcular el NPSHA utilizando la presión de vapor a la temperatura máxima de funcionamiento prevista, y no la temperatura nominal del proceso. En el caso de los solventes orgánicos volátiles, la reducción del NPSHA por cada grado de aumento de temperatura puede ser de dos a tres veces el valor correspondiente al agua.
Paso 4: Evaluar los requisitos de contención
Clasifique el fluido según su naturaleza: no peligroso, regulado o altamente tóxico/inflamable. La categoría de contención determina directamente la elección de un accionamiento con o sin sellado.
Paso 5: Ajustar el tipo de bomba, los materiales y los márgenes de diseño
Seleccione la categoría de bomba —centrífuga convencional, centrífuga autocebante, de acoplamiento magnético, de motor encapsulado o de diafragma eléctrico— y la combinación de materiales en función de las características del fluido, los requisitos de contención y el punto de trabajo hidráulico. Confirme que todos los componentes en contacto con el fluido sean compatibles con este a todas las temperaturas de funcionamiento previstas.
Aplique márgenes de diseño adecuados para el servicio en procesos químicos: la altura dinámica total debe incluir un factor de seguridad de 10–15 % por encima de la altura calculada del sistema para compensar la obstrucción de las tuberías y las variaciones del proceso; la potencia del motor debe ser de 1,1 a 1,2 veces la potencia absorbida por la bomba en la condición de impulsor máximo, a fin de cubrir las variaciones de viscosidad y la disminución de la eficiencia provocada por el desgaste. Un motor de tamaño insuficiente que se desconecta por sobrecarga durante una alteración del proceso puede resultar tan costoso como un error de compatibilidad de materiales.
Paso 6: Evaluar el costo total de propiedad
El precio de compra de un bomba para procesos químicos por lo general representa entre el 15 % y el 25 % del costo total de su vida útil. La energía representa entre el 40 % y el 60 %, mientras que los reemplazos de sellos, el consumo de agua de lavado, la mano de obra de mantenimiento y el tiempo de inactividad de la producción contribuyen cada uno con una parte considerable. En el caso de una bomba con sello mecánico que opera con productos químicos peligrosos, el costo acumulado de los reemplazos de sellos por sí solo puede alcanzar entre 20 000 y 60 000 dólares en cinco años, lo que supera con creces el costo inicial de la bomba. Una bomba sin sello, con un costo inicial más alto pero sin mantenimiento relacionado con los sellos, sin consumo de agua de lavado y sin monitoreo de emisiones, puede ofrecer un costo de vida útil que es la mitad del de su equivalente con sello mecánico. Evalúe el costo total de propiedad (TCO) en un horizonte de tres a cinco años para obtener una comparación precisa.
7. Aplicaciones principales de las bombas para procesos químicos
- Sector químico y petroquímico: Trasvase a granel de ácidos y álcalis, circulación de solventes, alimentación y descarga de reactores. Los ácidos de viscosidad baja a media se manejan eficazmente con bombas centrífugas, mientras que los fluidos viscosos o que tienden a cristalizarse se benefician de los diseños de desplazamiento positivo.
- Productos farmacéuticos y productos químicos de alta pureza: La transferencia de solventes de alta pureza, la manipulación de productos intermedios de principios activos farmacéuticos (API) y las tareas de procesos estériles exigen diseños sin sellos (accionamiento magnético o motor encapsulado) para eliminar los riesgos de contaminación derivados de fugas en los sellos.
- Decapado de acero y acabado de metales: Circulación de ácido clorhídrico y sulfúrico a través de los baños de decapado. Se requieren bombas no metálicas y revestidas de fluoroplástico debido a las concentraciones de ácido agresivas y a las altas temperaturas.
- Tratamiento de agua y aguas residuales: Dosificación de coagulantes, floculantes, productos químicos para el ajuste del pH y desinfectantes. Las bombas dosificadoras de diafragma ofrecen la precisión y la resistencia a la corrosión necesarias para una dosificación química confiable.
- Fabricación de productos electrónicos y semiconductores: El bombeo de productos químicos ultrapuros requiere bombas fabricadas con fluoropolímeros de alta pureza (PFA, PTFE) sin ningún tipo de contaminación metálica. Los diseños centrífugos de accionamiento magnético son los habituales en este sector.
- Procesamiento de alimentos y productos farmacéuticos: El trasvase higiénico de productos químicos, la circulación de productos químicos en el sistema CIP y la dosificación de ingredientes requieren bombas con características de diseño sanitario y materiales resistentes a la corrosión que sean compatibles con los productos químicos de limpieza.
8. Mantenimiento de bombas para procesos químicos
Requisito previo de seguridad. Antes de realizar cualquier operación de mantenimiento en un bomba para procesos químicos, se debe desconectar la bomba, vaciarla por completo de todo el fluido de proceso y enjuagarla a fondo con un medio de limpieza compatible. Antes de desatornillar cualquier componente, se debe confirmar que no haya residuos químicos mediante una prueba de pH o detección de gases. Se debe utilizar en todo momento equipo de protección personal adecuado para el fluido de proceso.
Un programa de mantenimiento estructurado aborda los mecanismos de deterioro propios del servicio químico: el desgaste de las caras de sellado debido a medios cristalizantes, la corrosión por una selección incorrecta de materiales y los daños en los cojinetes causados por fugas de vapor.
| Intervalo | Tarea de mantenimiento |
|---|---|
| Diario | Controle la corriente del motor (o la temperatura del acoplamiento magnético en el caso de las bombas de accionamiento magnético), compruebe si hay vibraciones o ruidos inusuales y verifique el caudal y la presión de lavado de las juntas |
| Semanal | Comprueba la temperatura de los cojinetes y el estado del lubricante; compara la presión de descarga con los valores de referencia |
| Mensual | Mida la holgura entre el impulsor y la carcasa, revise si hay fugas visibles en el sello y compruebe si las juntas tóricas y las juntas han sufrido daños por productos químicos |
| Trimestral | Inspección completa del extremo húmedo, cambio del lubricante de los cojinetes y verificación del buen estado de las juntas |
| Anualmente | Desmontaje completo, medición y sustitución de todos los componentes sujetos a desgaste, verificación de la integridad del material de la carcasa y el impulsor |
Señales de alerta graves:
- Disminución gradual del caudal o de la presión → desgaste del impulsor, corrosión de la carcasa o holguras internas excesivas
- Vibración o ruido repentino → cavitación (NPSH insuficiente), acumulación de sólidos en el impulsor o deterioro de los cojinetes
- Fuga visible en la junta → daños en la superficie de la junta debido a la agresión química, la cristalización o la tensión térmica
- Aumento de la corriente del motor → aumento de la viscosidad más allá de los límites de diseño, roce interno o fallo de los cojinetes
- Falta de cebado (modelos autocebantes) → llenado inicial insuficiente, filtro de succión obstruido, holguras del impulsor desgastadas o válvula de retención con fugas que permite el drenaje durante los periodos de inactividad
- Aumento de la temperatura del acoplamiento magnético (bombas de accionamiento magnético) → funcionamiento en seco, acumulación de sólidos o desacoplamiento
En el caso de las bombas sin sellos, el estado de los cojinetes no puede inspeccionarse visualmente sin desmontarlas; el análisis de tendencias de vibraciones es la herramienta principal para la detección temprana del desgaste.
9. Soluciones de bombas para procesos químicos de Changyu Pump
Changyu Pump ofrece una gama de bombas para procesos químicos que abarca configuraciones centrífugas, de accionamiento magnético, de diafragma y autocebantes, con opciones de materiales que van desde aleaciones de acero inoxidable hasta revestimientos avanzados de fluoropolímeros. Cada serie ocupa un lugar definido en el panorama de los procesos químicos: la serie CYF cubre el rango operativo más amplio de cualquier plataforma centrífuga de una sola etapa; CYQ proporciona contención sin fugas para corrientes peligrosas y de alto valor; CYA se utiliza para tareas generales de transferencia de procesos y servicios públicos con una versatilidad de materiales sin igual; BFD maneja fluidos agresivos donde la infraestructura de aire comprimido no está disponible o no es rentable; FZB simplifica la transferencia de sumideros corrosivos y bajo nivel con capacidad de autocebado. La guía de selección al final de esta sección asigna cada serie a su aplicación ideal.
9.1 Bomba centrífuga de fluoroplástico serie CYF

La serie CYF es una bomba centrífuga de una etapa con FEP, PFA o PTFE revestimiento, lo que ofrece una amplia resistencia a la corrosión en un amplio rango de condiciones de funcionamiento. Es capaz de manejar ácidos, álcalis y solventes agresivos con caudales de hasta 2.600 m³/h y alturas de bombeo de hasta 130 m, y las unidades con revestimiento de PFA están diseñadas para un servicio continuo entre –20 °C y 180 °C. Para plantas con múltiples corrientes corrosivas, una sola plataforma CYF puede dar servicio a varias ubicaciones de proceso sin las preocupaciones de compatibilidad de materiales que acompañan a las bombas de aleación.
Especificaciones principales: Caudal: 1,6–2 600 m³/h | Altura manométrica: 5–130 m | Potencia: 1,5–110 kW | Velocidad: 1 450–2 900 r/min | Temperatura: de –20 °C a 180 °C
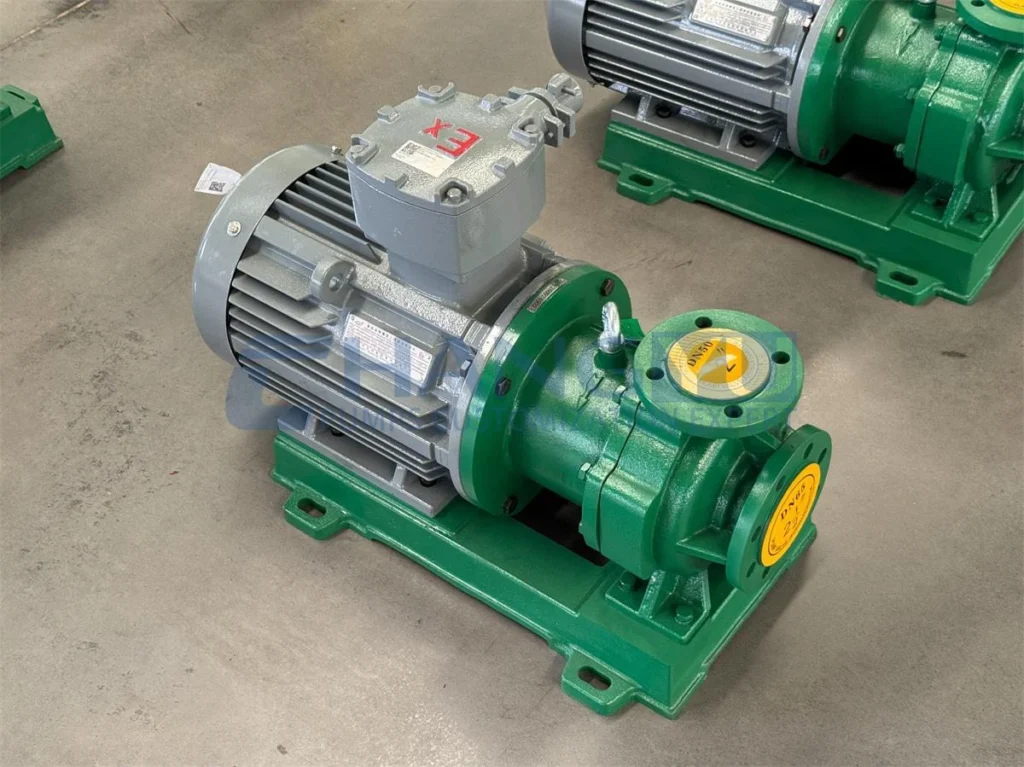
9.2 Bomba de proceso químico con accionamiento magnético de la serie CYQ

La serie CYQ es una bomba de accionamiento magnético sin sellos con un FEP, PFA o PTFE Revestimiento. El par se transmite a través de un manguito de aislamiento estático con una capacidad nominal de 1,6 MPa, lo que elimina la necesidad de un sello mecánico y garantiza una estanqueidad total por diseño. Un rotor con imán de NdFeB (35–45 MGOe) acopla un motor estándar, lo que simplifica el mantenimiento del extremo de accionamiento. Para productos químicos peligrosos, tóxicos o de alto valor, en los que incluso una fuga menor en el sello podría provocar un incidente de seguridad o una infracción normativa, la serie CYQ proporciona la contención absoluta necesaria para un funcionamiento conforme a las normas.
Especificaciones principales: Caudal: 3–800 m³/h | Altura manométrica: 15–125 m | Potencia: 2,2–110 kW | Velocidad: 2.950 r/min | Temperatura: de –20 °C a 180 °C
9.3 Bomba centrífuga horizontal de una etapa de la serie CYA

La serie CYA es una bomba centrífuga horizontal de succión axial diseñada para líquidos limpios y fluidos con propiedades similares a las del agua. Su característica principal es la amplia variedad de materiales disponibles—Hierro fundido HT250, hierro dúctil QT450, acero fundido ZG35, acero inoxidable SS304/316/316L, dúplex 2205, súper dúplex 2507, C83600 y C95200—lo que permite una combinación precisa de materiales para la transferencia de procesos generales, la circulación de agua de refrigeración y las tareas de servicios públicos. Para aplicaciones en las que la composición química del medio está claramente definida y un material metálico ofrece una compatibilidad comprobada, la serie CYA ofrece una solución rentable y fácil de mantener, con una disponibilidad predecible de piezas de repuesto.
Especificaciones principales: Caudal: 4,5–1 670 m³/h | Altura manométrica: 5–100 m | Potencia: 0,55–315 kW | Velocidad: 968–3 450 r/min | Temperatura: de –15 °C a 120 °C
9.4 Bomba eléctrica de diafragma serie BFD

La serie BFD es un sistema accionado por motor bomba eléctrica de diafragma que proporciona un flujo estable sin necesidad de la infraestructura de aire comprimido que requieren las alternativas neumáticas. Es apto para fluidos corrosivos, abrasivos, de alta viscosidad y volátiles. Los materiales de la carcasa abarcan acero fundido, hierro dúctil, aleación de aluminio, PP, acero inoxidable y PVDF, lo que garantiza la compatibilidad química en una amplia gama de aplicaciones. Para las instalaciones que carecen de sistemas de aire comprimido —o en las que la generación de aire comprimido supondría una parte desproporcionada del presupuesto operativo—, la serie BFD ofrece la capacidad de bombeo de sólidos y la compatibilidad química propias de las bombas de diafragma sin el gasto energético que supone el accionamiento neumático.
Especificaciones principales: Caudal de hasta 480 l/min | Altura de bombeo de hasta 84 m | Potencia de 0,75 a 45 kW | Temperatura de –20 °C a 120 °C
9.5 Bomba autoflottante de fluoroplástico de la serie FZB

La serie FZB es resistente a la corrosión bomba centrífuga autocebante con FEP o PFA revestimiento. Alcanza una altura de autocebado de hasta 5 m y solo requiere un llenado inicial antes del primer uso. El sello mecánico de fuelle externo —disponible en Hastelloy C-276, acero inoxidable 316L o PTFE configuraciones de fuelle: resiste el ataque químico y el estrés térmico. Para medios corrosivos a profundidades de succión inferiores a 1,5 m, la serie FZB ofrece una alternativa práctica a las bombas sumergibles: menor costo inicial, acceso más fácil para el mantenimiento y mayor vida útil en entornos químicamente agresivos, donde los equipos eléctricos sumergidos en el fluido representarían un riesgo adicional para la seguridad.
Especificaciones principales: Caudal: 2,5–100 m³/h | Altura manométrica: 15–50 m | Potencia: 0,75–55 kW | Velocidad: 968–3.450 r/min | Temperatura: de –20 °C a 150 °C
9.6 Guía rápida para la selección de bombas para procesos químicos
| Serie de bombas | Tipo | Mejor aplicación | Rango de temperatura | Materiales clave |
|---|---|---|---|---|
| CYF | Centrífuga revestida de plástico fluorado | Ácidos corrosivos, álcalis, disolventes: amplio rango de funcionamiento | De –20 °C a 180 °C | FEP, PFA, PTFE |
| CYQ | Accionamiento magnético (sin sellos) | Contención sin fugas de productos químicos peligrosos, tóxicos o de alto valor | De –20 °C a 180 °C | FEP, PFA, PTFE |
| CYA | Centrífuga metálica | Procesos generales de transferencia, líquidos limpios, tareas de servicios generales | De –15 °C a 120 °C | SS304–2507, hierro fundido, bronce |
| Para qué tanto alboroto | Diafragma eléctrico | Fluidos corrosivos, abrasivos, de alta viscosidad y volátiles | De –20 °C a 120 °C | Acero fundido, acero inoxidable, PP, PVDF |
| FZB | Autocebante de plástico fluorado | Transferencia corrosiva bajo rasante: descarga de camiones cisterna, drenaje de sumideros | De –20 °C a 150 °C | FEP (F46), PFA |
10. Control de calidad de las bombas para procesos químicos
Cada bomba para procesos químicos Las bombas de Changyu se someten a un programa estructurado de control de calidad antes de su envío: el análisis espectral verifica la composición elemental de todas las resinas fluoroplásticas y aleaciones metálicas, con una trazabilidad completa del lote hasta los certificados de fábrica; la inspección durante el proceso mide la geometría del impulsor, los perfiles internos de la carcasa, el espesor del revestimiento y la integridad de la unión, la rectitud del eje y el equilibrio dinámico en cada etapa crítica de la producción, mientras que las pruebas ultrasónicas confirman la uniformidad de la cobertura del revestimiento fluoroplástico; cada bomba ensamblada completa pruebas de rendimiento hidráulico en múltiples puntos de funcionamiento, verificando el caudal, la altura manométrica, la potencia y la eficiencia en comparación con las curvas publicadas; y una auditoría de ensamblaje final confirma el par de apriete de los pernos, la integridad de los sellos, la precarga de los cojinetes y la rotación libre, sometiendo a las bombas de sellos mecánicos a pruebas hidrostáticas y verificando la integridad del acoplamiento de las bombas de transmisión magnética antes de su envío.



11. Estudio de caso: Eliminación de emisiones en una planta de productos químicos finos
El problema. Un fabricante de productos químicos finos de la provincia de Zhejiang, China, registraba fallas recurrentes en los sellos mecánicos de dos bombas centrífugas de succión axial (especificaciones originales: carcasa de acero inoxidable 316L, sello mecánico de cartucho único de carburo de silicio contra carbono, 50 m³/h a una altura manométrica de 40 m) que manejaban un producto farmacéutico intermedio a base de tolueno a 85 °C. La corriente de tolueno contenía residuos de polímeros disueltos a aproximadamente 15–25 ppm que se cristalizaban en las caras de los sellos durante los períodos de inactividad. Los sellos mecánicos presentaban fugas en promedio cada 4,2 meses, liberando compuestos de benceno, tolueno y xileno (BTX) a una tasa estimada de 120–180 kg/año a la atmósfera del lugar de trabajo. Cada reemplazo de sello costaba aproximadamente 4500 USD en piezas y mano de obra, con 1500 USD adicionales en pérdida de producción por incidente, lo que sumaba un total de aproximadamente 18 000 USD por bomba al año. El responsable de medio ambiente de la planta documentaba cada incidente, y la planta corría el riesgo de exceder sus límites anuales de emisión de COV.

El análisis. Los ingenieros de Changyu Pump identificaron dos mecanismos que contribuyeron a la falla. En primer lugar, la baja lubricidad del tolueno impidió la formación de una película lubricante hidrodinámica estable entre las superficies de sellado giratoria y fija, lo que provocó un desgaste por lubricación límite en cada puesta en marcha. En segundo lugar, los residuos de polímeros disueltos, en una concentración de 15 a 25 ppm, se cristalizaron en la superficie de sellado fija durante el enfriamiento en modo de espera, creando depósitos abrasivos que impedían el cierre adecuado de las superficies y aceleraban el desgaste al reiniciar el sistema.
Las medidas adoptadas. Ambas bombas se sustituyeron por Bombas de proceso químico con accionamiento magnético de la serie CYQ con conductos de flujo revestidos de PFA, una carcasa de aislamiento de doble contención y cojinetes internos de PTFE reforzado con fibra de carbono. El diseño de accionamiento magnético eliminó por completo el conducto del sello mecánico, resolviendo así los modos de falla relacionados con la lubricidad y la cristalización del polímero mediante un único cambio de ingeniería. La carcasa de doble contención se conectó a un sistema de detección de fugas por caída de presión para cumplir con los requisitos de gestión ambiental de la planta.
Resultado medido tras 30 meses.
- Sin intervenciones de mantenimiento relacionadas con las juntas durante el período de evaluación de 30 meses
- El costo operativo anual por bomba se redujo de aproximadamente De 18 000 a 7200 dólares estadounidenses (una reducción de 60%), impulsada por la eliminación de los cambios de juntas y la reducción de las interrupciones en la producción
- Se han eliminado las emisiones de COV en el lugar de trabajo en el lugar de la bomba: los controles de la zona revelaron niveles de benceno inferiores a 0,1 ppm (límite de detección), en comparación con los picos de 3 a 5 ppm registrados antes de la modernización
- El tiempo de inactividad no planificado relacionado con las bombas se redujo a contrato de cero horas; la disponibilidad de producción mejoró en aproximadamente 1,21 TP3T
Posteriormente, la planta amplió la especificación de accionamiento magnético a otras siete bombas que manejan productos intermedios orgánicos similares.
12. Preguntas frecuentes
P1: ¿Cómo sé si debo elegir una bomba con sello mecánico o sin sello?
R: La decisión depende de las consecuencias de una fuga en el sello. Para productos químicos no peligrosos, en los que se pueden tolerar fugas menores, un sello mecánico de cartucho resulta rentable. En el caso de productos químicos tóxicos, inflamables o de alto valor, los diseños sin sello con accionamiento magnético o con motor encapsulado eliminan por completo la vía del sello. El costo acumulado de los reemplazos de sellos a lo largo de cinco años puede alcanzar entre 20 000 y 60 000 dólares estadounidenses, lo que a menudo supera el costo de capital de la bomba sin sello.
P2: ¿Qué materiales resistentes a los productos químicos son los más adecuados para los ácidos fuertes?
R: Para el ácido clorhídrico en cualquier concentración y el ácido sulfúrico por encima de aproximadamente 151 °C, las bombas revestidas de fluoroplástico (PTFE o PFA) son la opción más confiable a largo plazo. El Hastelloy C-276 ofrece la mayor resistencia entre los materiales metálicos, pero tiene límites que dependen de la concentración y la temperatura. Para medios altamente permeables, como el HCl a temperaturas elevadas, se recomienda especificar revestimientos de PFA con un espesor mínimo de 15 a 20 mm.
P3: ¿Cuál es la diferencia práctica entre una bomba de accionamiento magnético y una bomba con motor encapsulado?
R: Ambas alcanzan un nivel de fugas cero. Una bomba de acoplamiento magnético utiliza un motor estándar y un acoplamiento magnético, lo que simplifica el mantenimiento del lado del motor. Una bomba con motor encapsulado integra el motor y la bomba en una sola unidad sellada, lo que proporciona una doble barrera de seguridad; es la opción preferida para aplicaciones de alta presión y servicios que implican fluidos extremadamente tóxicos en los que se requiere una contención redundante.
P4: ¿Cuál es el límite de viscosidad para las bombas químicas centrífugas?
R: Las bombas centrífugas funcionan de manera eficiente hasta aproximadamente 500 cP. Más allá de ese valor, la resistencia viscosa reduce tanto la altura manométrica como el caudal, por lo que los diseños de desplazamiento positivo —de diafragma eléctrico o de cavidad progresiva— se convierten en la opción más rentable.
P5: ¿Con qué frecuencia se debe realizar el mantenimiento de una bomba para procesos químicos?
R: Monitoreo diario, revisiones mensuales del espacio libre del impulsor y de las fugas en los sellos, inspección trimestral de la parte húmeda y desmontaje completo anual. Las bombas que manejan medios cristalizantes o polimerizantes requieren intervalos proporcionalmente más cortos.
P6: ¿Qué provoca que los sellos mecánicos fallen prematuramente en aplicaciones químicas?
R: Las causas más comunes son una lubricidad insuficiente del fluido, lo que impide una lubricación estable de las superficies; la cristalización en las superficies de sellado cuando la bomba se detiene; la presencia de sólidos abrasivos atrapados entre las superficies; y una selección incorrecta del plan de lavado para la composición química específica del fluido.
P7: ¿Por qué instalar una bomba autocebante en lugar de una bomba sumergible en sumideros corrosivos?
R: Una bomba autocebante revestida de fluoroplástico se instala sobre el sumidero: es fácil de inspeccionar, no tiene cojinetes ni sellos sumergidos, no requiere grúa para su mantenimiento y no hay equipos eléctricos expuestos a la atmósfera corrosiva. Para alturas de succión inferiores a unos cinco metros, suele ser la configuración más práctica y fácil de mantener.
P8: ¿Puede una misma bomba servir tanto para el trasvase de ácidos como de solventes?
R: Solo si se ha comprobado que los materiales en contacto con el fluido son compatibles con ambos medios. Las bombas revestidas de fluoroplástico (PTFE o PFA) se encuentran entre los pocos diseños capaces de manejar ácidos fuertes y solventes orgánicos en una misma plataforma de materiales, siempre y cuando también se haya confirmado que los elastómeros de las juntas y las juntas tóricas son compatibles con ambas sustancias químicas.
13. Recomendaciones de selección de los ingenieros de Changyu Pump
Basado en dos décadas de experiencia con bomba para procesos químicos Para las instalaciones, los ingenieros de Changyu Pump recomiendan los siguientes criterios:
- Comprueba todos los materiales en contacto con el fluido del proceso a su temperatura máxima de funcionamiento. Los ácidos que son inocuos para un material a 40 °C pueden volverse altamente corrosivos a 120 °C. Verifique todo el recorrido de contacto con el fluido: metales, revestimientos, anillos O, juntas y superficies de sellado.
- Adapta la tecnología de contención al peligro. Una bomba sin sellos tiene un costo inicial más elevado, pero el costo acumulado de los reemplazos de sellos, el agua de lavado, el monitoreo de emisiones y el tiempo de inactividad de la producción a lo largo de cinco años puede alcanzar entre 20 000 y 60 000 dólares por bomba, lo que a menudo supera el sobrecosto de capital. En el caso de fluidos peligrosos, la rentabilidad a lo largo de la vida útil favorece claramente a los diseños sin sellos.
- Respete el límite de viscosidad. Considere las bombas de desplazamiento positivo como la opción principal para viscosidades superiores a aproximadamente 500 cP o para fluidos sensibles al cizallamiento, cristalizantes o polimerizantes.
- Para medios altamente penetrantes (HCl, Cl₂, Br₂, fluoruros de moléculas pequeñas) a temperaturas elevadas, especifique revestimientos de PFA con un espesor mínimo de 15 a 20 mm. Esta es la única defensa probada contra la corrosión de la parte posterior de la tubería de acero provocada por la permeación, un tipo de falla que no se puede detectar mediante una inspección visual externa.
- Calcule el costo total de propiedad (TCO) a lo largo de varios años, no solo el precio de compra. Hay que tener en cuenta el gasto energético (que suele representar entre el 40 % y el 60 % del costo total a lo largo de la vida útil), la frecuencia de sustitución de las juntas, la mano de obra de mantenimiento, el tiempo de inactividad y los posibles costos normativos, medioambientales y de reputación derivados de un derrame químico.
- Diseña la instalación de manera que permita el acceso para el mantenimiento. Una bomba química instalada en un lugar de difícil acceso acabará recibiendo un mantenimiento con menos frecuencia de la que exige el programa, independientemente de lo que establezca el plan de mantenimiento por escrito.
Conclusión
A bomba para procesos químicos se define por el fluido que maneja y la contención que ofrece. Para seleccionar la bomba adecuada es necesario realizar una evaluación sistemática de la composición química del medio, las condiciones de funcionamiento, el nivel de riesgo y el costo total de propiedad. La hoja de ruta de ingeniería es sencilla: caracterizar el fluido por completo, seleccionar un principio de contención adecuado al riesgo, hacer coincidir los materiales con la composición química a todas las temperaturas de operación —prestando especial atención a los riesgos de permeación para medios agresivos de moléculas pequeñas— y verificar la selección hidráulica contra la curva del sistema, incorporando márgenes de diseño adecuados para la variabilidad del proceso. Ya sea que la aplicación requiera una bomba centrífuga revestida que maneje ácido a granel, una unidad de accionamiento magnético que contenga un producto intermedio tóxico o una bomba autocebante que extraiga solvente corrosivo de un almacenamiento subterráneo, la misma metodología estructurada produce un resultado seguro, fácil de mantener y rentable.
Póngase en contacto con Changyu Pump teniendo en cuenta los parámetros de su proceso y las propiedades del fluido. Nuestro equipo de ingeniería le proporcionará una recomendación detallada sobre la bomba y un presupuesto.