Choosing a pump suitable for chemical industry conditions is crucial for ensuring safe production, improving efficiency, and reducing maintenance costs. This article introduces common pump types used in the chemical industry, material selection, and key points for pump selection. Changyu Pump will help enterprises find solutions that better match their production needs, especially when selecting the right chemical process pump.



Why Pump Selection Is Critical in the Chemical Industry
Chemical pumps are commonly used to transport various liquids, including acids, alkalis, solvents, corrosive liquids, and slurries containing solid particles. Chemical media often feature strong corrosion, high temperatures, high viscosity, or abrasive particles, which means ordinary industrial pumps often cannot meet the requirements for long-term stable operation.
Selecting a chemical process pump is never simply about matching parameters. It requires the systematic integration of media characteristics, process requirements, and safety standards. Only when each decision goes through scientific verification—including corrosion resistance validation, sealing system evaluation, energy efficiency simulation, and lifecycle cost calculation—can a real safety barrier be established for chemical production.
In the chemical industry, choosing the right pump may protect not only the stability of an entire production line but also the safety of employees.
Because chemical media are often corrosive, toxic, or flammable, pump selection must precisely match materials and sealing solutions.
In early 2026, a workshop ignored the medium’s temperature and used a standard magnetic pump to transport a 120°C liquid, resulting in three pumps burning out within three minutes and causing a direct loss of 300,000 RMB. This is a typical consequence of incorrect temperature resistance matching.
In another case, a chemical plant selected the wrong sealing material for a molten salt pump. The fluororubber sealing ring carbonized after only 72 hours of operation, forcing a shutdown. The daily production loss reached 1.5 million RMB. This case reveals a key fact: incorrect pump selection can affect the entire production chain.
These cases clearly explain why selecting the right chemical process pump is crucial in the chemical industry.
Challenges Faced by Pumps in Chemical Plants
In chemical production environments, pump equipment usually faces multiple complex operating conditions. These conditions require high standards in pump design and materials.
- 1. Highly Corrosive Chemical Media
- Many chemicals have strong corrosive effects on metals, such as acidic and alkaline liquids. If the pump material does not have sufficient corrosion resistance, the equipment can quickly suffer corrosion damage.
- 2. Slurries Containing Abrasive Particles
- Some chemical production processes generate slurries containing solid particles, such as chemical precipitates or wastewater residues. These particles can cause severe wear on pump impellers and wetted parts.
- 3. High-Temperature Transfer Environments
- Certain chemical processes require liquid transfer at elevated temperatures, which demands pumps with excellent heat resistance and stable sealing structures.
- 4. Toxic or Hazardous Chemicals
- For volatile or toxic chemicals, pump sealing performance is extremely important to prevent leakage that could harm the environment and personnel.
- 5. Long-Term Continuous Operation
- Chemical production is usually continuous, which requires pump equipment to operate reliably for long periods while minimizing downtime for maintenance.




Best Pumps for Chemical Processing Industry
Based on more than 20 years of experience in manufacturing chemical pumps at Bomba Changyu, we produce different types of pumps to meet different chemical process conditions. The following are the most common types of chemical process pumps used in the chemical industry.
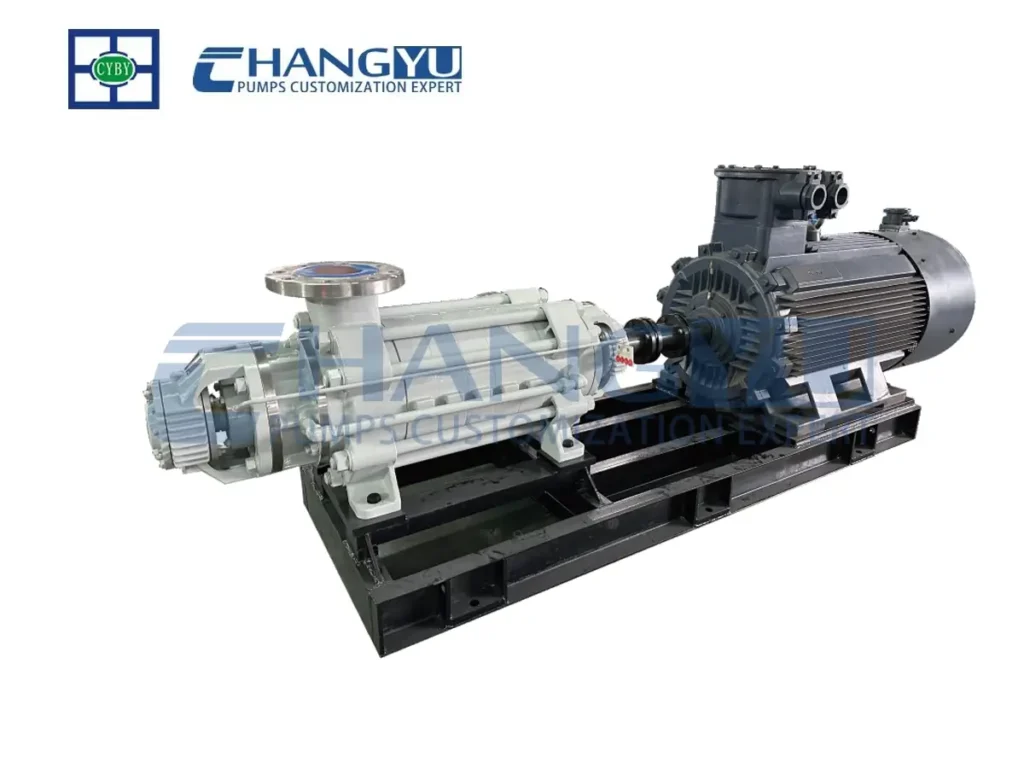
Centrifugal Chemical Pumps
Centrifugal pumps are one of the most widely used pump types in the chemical industry. They are suitable for transporting low-viscosity liquids and large-flow media. Their simple structure, stable operation, and easy maintenance make them commonly used in chemical liquid transfer systems.
Magnetic Drive Pumps
Magnetic drive pumps adopt a seal-less design and transmit power through magnetic coupling, enabling completely leak-free liquid transfer. This type of chemical process pump is particularly suitable for transporting toxic, flammable, or volatile chemicals.
Slurry Pumps
Slurry pumps are mainly used for transporting liquids containing solid particles, such as chemical precipitates or highly abrasive slurries. They are typically designed with wear-resistant materials to extend the service life of the equipment.
Self-Priming Chemical Pumps
Self-priming pumps can automatically draw liquid without the need for manual priming. They are widely used in chemical wastewater treatment systems and tank transfer applications.
Submersible Chemical Pumps
Submersible pumps can operate directly inside liquids and are suitable for chemical wastewater tanks, reaction tanks, or storage tanks.
Comparison of Common Chemical Pump Types
| Pump Type | Best For | Advantages | Limitations |
|---|---|---|---|
| Bomba centrífuga | Large flow chemical transfer | Simple structure, reliable | Not suitable for high viscosity slurry |
| Magnetic Drive Pump | Toxic and hazardous chemicals | Zero leakage | Higher cost |
| Bomba para lodos | Solid particle liquids | High wear resistance | Higher energy consumption |
| Bomba autocebante | Wastewater transfer | Easy startup | Limited suction height |
| Submersible Pump | Tanks and pits | Space saving | Maintenance requires lifting |
Common Corrosion-Resistant Materials for Chemical Pumps
In the design of a chemical process pump, material selection is one of the most important factors affecting performance and service life. Changyu Pump provides different corrosion-resistant materials for different chemical media.
For more information on material selection, please read this article:Chemical Pump Material Selection Guide
Common materials used in chemical pumps include:
- PTFE Lined Pumps: PTFE (Polytetrafluoroethylene) offers extremely strong corrosion resistance and can resist most chemical substances. Therefore, it is widely used in strong acid and strong alkali environments.
- UHMW-PE Lined Pumps: Ultra-high molecular weight polyethylene provides excellent wear resistance and is particularly suitable for transporting chemical slurries containing solid particles.
- Stainless Steel Pumps: Stainless steel offers good corrosion resistance and mechanical strength, making it suitable for transporting a wide range of chemical media.
- Fluoroplastic Pumps: Fluoroplastic materials combine corrosion resistance with high-temperature resistance and are widely used for transporting highly corrosive chemical media.
 UHMW
UHMW FEP
FEP Stainless Steel Pump Housing
Stainless Steel Pump Housing PFA
PFA
How to Choose the Right Pump for Chemical Processes
When selecting a chemical process pump, companies should consider the following factors to ensure the equipment meets production requirements.
- Chemical Media Compatibility
- First, confirm whether the pump materials are compatible with the chemical medium being transported.
- Flow Rate and Head Requirements
- Determine the required flow rate and pressure parameters according to the production process.
- Temperature Conditions
- Different pump materials can withstand different temperature ranges, so the selection should match actual operating conditions.
- Solid Particle Content
- If the liquid contains particles, a pump with wear-resistant structural design should be selected.
- Maintenance Cost
- Choosing pumps with reliable structures and simple maintenance can reduce long-term operating costs.
If you are unsure how to select the right pump, you can contact our professional team for the latest solution. Changyu Pump supports customized production and provides chemical process pump solutions to more than 30 countries worldwide.









Chemical Pump Maintenance and Service Life Management
Proper maintenance can significantly extend the service life of a chemical process pump and reduce equipment failure.
Common maintenance measures include:
- Regular inspection of sealing systems
- Monitoring corrosion conditions of the pump body
- Checking the wear condition of the impeller
- Performing preventive maintenance regularly
Through scientific maintenance management, equipment stability and operational reliability can be effectively improved.









Why Choose Changyu Pump as Your Chemical Pump Manufacturer
For chemical companies, selecting an experienced pump manufacturer is equally important. A reliable supplier can not only provide high-quality equipment but also deliver customized solutions for different operating conditions and stable after-sales support.
Changyu Pump chemical pump manufacturer offers the following advantages:
- Extensive experience in chemical industry applications
- Multiple corrosion-resistant material solutions
- Complete pump product range
- Custom design capabilities
If you currently have any questions about selecting a chemical process pump, you can contact us now. Our professional team is ready to provide technical support and customized solutions.
Correo electrónico: jade@changyupump.com
Phone: +86-13651913727