Industrie chimique
L'industrie chimique exige des normes élevées pour la manipulation des fluides et adhère à des processus rigoureux, nécessitant des pompes fiables capables de traiter des acides corrosifs, des alcalis, des solvants, des polymères, des boues abrasives et des fluides à haute température. Lors d'opérations critiques telles que le transfert, la réaction, la circulation et l'évacuation des déchets, les pompes doivent garantir l'absence de fuites, la pureté et un fonctionnement sûr et stable.
Pompe Changyu propose des pompes chimiques résistantes à la corrosion, à l'usure et sans fuite, y compris des pompes à entraînement magnétique pour le fluor, pompes à entraînement magnétique, Pompes centrifuges résistantes à la corrosion, pompes auto-amorçantes, Ces pompes sont conçues pour fonctionner en toute sécurité, de manière efficace et continue, dans des environnements de traitement chimique exigeants. Grâce à des services complets de personnalisation OEM/ODM, ces pompes garantissent un fonctionnement sûr, efficace et continu dans des environnements de traitement chimique exigeants.
Produits chimiques pour les applications de pompes industrielles
Les pompes chimiques Changyu sont conçues pour traiter les acides corrosifs, les alcalis, les solvants organiques, les boues de polymères, les fluides de réaction à haute température et les déchets chimiques agressifs dans les applications de transfert, de circulation et de décharge.
 Solutions chimiques pour la cristallisation
Solutions chimiques pour la cristallisation Solvants organiques
Solvants organiques Alcalis forts
Alcalis forts Liquides contenant des solvants
Liquides contenant des solvants Liquides de déchets chimiques
Liquides de déchets chimiques Liquides corrosifs
Liquides corrosifs Liquides à haute viscosité
Liquides à haute viscosité Déchets liquides
Déchets liquides
- Acide chlorhydrique (HCl)
- Acide sulfurique (H₂SO₄)
- Acide nitrique (HNO₃)
- Solution d'hydroxyde de sodium (NaOH)
- Boues d'acide phosphorique
- Bouillie de polymère (résine / latex)
- Liquides de réaction à haute température
- Solutions chimiques pour la cristallisation
- Méthanol
- Éthanol
- Acétone
- Toluène
- Acide chlorhydrique usé
- Déchets liquides acides mélangés
- Eaux usées chimiques avec matières solides
- Résidus de processus corrosifs
Solutions de pompes chimiques pour les applications critiques

Rejets d'acides et de liquides usés
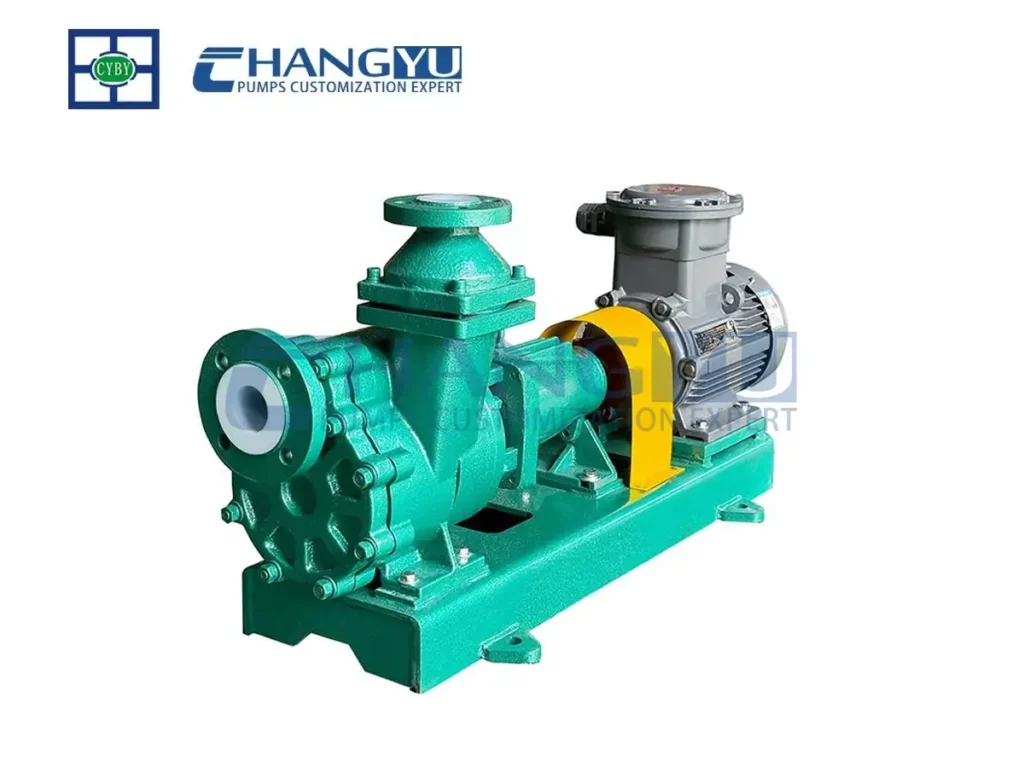
Type de pompe recommandé: Pompe centrifuge de transfert d'acide chlorhydrique
Raison : Cette série de pompes chimiques se caractérise par une construction monolithique non métallique résistante à la corrosion, permettant un fonctionnement stable dans une plage de températures allant de -20°C à 180°C. Avec des débits allant de 1,6 à 2 600 m³/h, des hauteurs manométriques de 5 à 130 m et des puissances maximales allant jusqu'à 710 kW, ces pompes offrent des performances de transfert efficaces, fiables et pratiquement sans fuite dans diverses conditions de traitement chimique.

Alimentation et circulation du réacteur
Type de pompe recommandé : Pompe à entraînement magnétique
Raison : Les pompes haute température à entraînement magnétique utilisent une technologie d'entraînement magnétique sans fuite et un revêtement en plastique fluoré résistant à la corrosion, ce qui les rend adaptées à l'alimentation et à la circulation en continu de milieux réactionnels à haute température et hautement corrosifs. Cela garantit un fonctionnement sûr et stable des réactions chimiques.

Transfert de solvant
Type de pompe recommandé: Pompe à membrane
Raison : Les pompes pneumatiques à double membrane sont un type courant de pompes industrielles utilisées dans les applications de pompage de l'industrie chimique. Alimentées par de l'air comprimé, ces pompes fonctionnent de manière stable grâce à la déformation réciproque des membranes. Leur construction précise permet non seulement le transfert de fluides conventionnels, mais aussi le traitement efficace de fluides à haute viscosité, abrasifs et sensibles à la corrosion.

Transfert et stockage des acides et des alcalis
Type de pompe recommandé : Pompe semi-submersible
Raison : Le corps de la pompe est directement immergé au fond du réservoir de stockage, ce qui permet un transfert continu et stable de liquides acides et alcalins sans amorçage. Cette conception permet de traiter efficacement les liquides contenant des sédiments ou des particules, en minimisant le risque de colmatage et de blocage, en réduisant la fréquence de maintenance et en améliorant de manière significative la fiabilité opérationnelle globale et la rentabilité des applications de stockage de produits chimiques.
Applications des pompes de l'industrie chimique
La production chimique implique souvent un fonctionnement continu à haute intensité, nécessitant la manipulation de fluides hautement corrosifs, toxiques, inflammables et à haute température. Les pompes chimiques doivent donc assurer un fonctionnement fiable tout en répondant aux besoins de transport d'acides, de solvants, de boues et de liquides résiduels tout au long des différentes étapes du processus chimique.
Changyu Pumps fournit des solutions de pompage chimique adaptées aux applications, en se spécialisant dans la production à long terme de pompes industrielles donnant la priorité à la sécurité, à la résistance à la corrosion et à la prévention des fuites, tout en offrant également des services de personnalisation.
Transfert et stockage d'acides et d'alcalis
Défis :
Risque élevé de corrosion, accumulation de sédiments, aspiration instable et entretien fréquent.
Nos avantages :
Les pompes chimiques verticales auto-amorçantes Changyu sont dotées de revêtements résistants à la corrosion, assurant une performance d'aspiration stable et un transfert fiable d'acides et d'alcalis hautement corrosifs, tout en réduisant efficacement les temps d'arrêt.
Alimentation et circulation du réacteur
Défis :
Températures et pressions élevées, et nécessité d'un fonctionnement continu sans fuite.
Nos avantages :
Les motopompes à entraînement magnétique et montées sur réservoir permettent un fonctionnement sans fuite, une circulation stable et une alimentation précise du réacteur dans des environnements à haute température et hautement corrosifs.
Transfert de solvant
Défi :
Médias volatils, risque d'explosion, sensibilité aux fuites et besoins de transfert flexibles.
Nos avantages :
Les pompes pneumatiques à membrane et les pompes vide-fûts transfèrent de manière sûre et fiable les solvants volatils et inflammables, sans fuite et avec une grande simplicité d'utilisation.
Rejets d'acides et de liquides usés
Défi :
Déchets hautement corrosifs, teneur en solides et pression de conformité environnementale.
Nos avantages :
Les pompes à déchets chimiques sans garniture, construites avec des matériaux résistants à la corrosion et à l'usure, assurent un transfert fiable des déchets acides et des effluents chimiques hautement corrosifs.
Nous contacter
Des solutions de pompage flexibles, efficaces et entièrement personnalisées.
Vous recherchez la solution de pompage idéale pour vos besoins spécifiques ? Notre équipe d'experts propose des solutions de pompes centrifuges personnalisées, adaptées à vos fluides, à vos conditions d'exploitation et aux exigences de votre projet. Obtenez une consultation personnalisée et un devis dès aujourd'hui !
Envoyez votre demande maintenant
Série de pompes chimiques recommandées pour divers besoins en matière de procédés
Ces séries de pompes sont sélectionnées pour répondre à des besoins variés en termes de produits chimiques, de températures, de viscosités et d'exigences d'installation, offrant ainsi des options flexibles et fiables pour les systèmes de pompage de produits chimiques complexes.

















FAQ
Prêt à optimiser votre industrie ?