Aperçu du projet
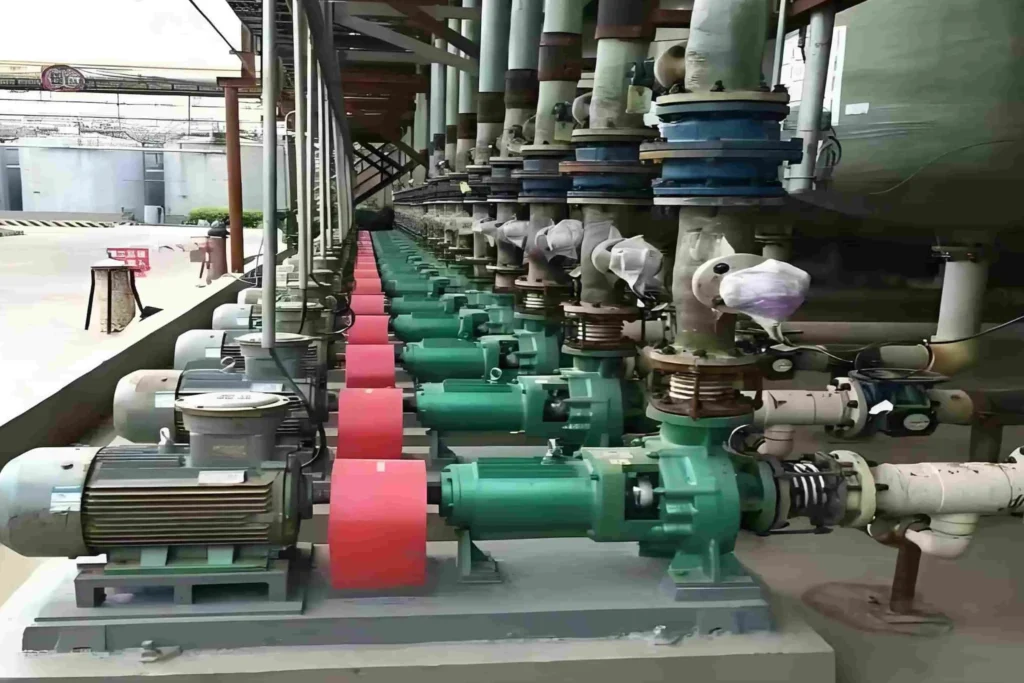
Ce projet concerne une opération de séparation de cristaux de sel au sein d'une base de production intégrée de charbon, de produits chimiques et d'énergie. L'application nécessite le transfert continu d'une boue très corrosive, chargée de solides et contenant de l'acide sulfurique 30%, fonctionnant selon des cycles d'utilisation longs et stables.
Pour relever les défis combinés d'une forte corrosion acide, de cristaux de sel abrasifs et d'un fonctionnement continu, le projet a adopté un système d'alimentation en eau et de traitement des eaux usées. Pompe à boues UHB pour acide sulfurique service. La pompe à boues chimiques résistante à la corrosion et à l'usure de la série UHB permet un fonctionnement stable, une réduction des besoins de maintenance et une amélioration de la sécurité de la production dans les processus de cristallisation du sel...



Classification de l'industrie
L'industrie : Industrie chimique du charbon / L'industrie du charbon à la chimie
Scénario : Séparation des cristaux de sel (cristallisation des sels et séparation solide-liquide)
La séparation des cristaux de sel est un processus en aval typique de l'industrie chimique du charbon, où coexistent des milieux acides et des solides cristallins. Cette étape impose des exigences élevées aux pompes à boues chimiques, notamment en termes de résistance à la corrosion et à l'usure et de fiabilité opérationnelle.



Défis
Au cours de l'étape de séparation des cristaux de sel, l'application est confrontée à de multiples défis techniques communs aux opérations de pompage des boues d'acide sulfurique :
- Corrosivité élevée : La boue contient environ 30% d'acide sulfurique, ce qui présente de graves risques de corrosion pour les composants métalliques de la pompe.
- Usure abrasive : Les cristaux de sel et les solides en suspension accélèrent considérablement l'usure des roues et des corps de pompe.
- Fonctionnement continu : Le processus nécessite un fonctionnement stable et à long terme afin de minimiser les temps d'arrêt dans la production de charbon chimique.
- Fonctionnement sans fuite : Les fuites de boues acides peuvent entraîner des risques pour la sécurité et une contamination de l'environnement.
Dans ces conditions, les pompes centrifuges traditionnelles souffrent souvent d'une corrosion rapide, d'une défaillance des joints et d'une maintenance fréquente.
Solution pour les pompes de la série UHB
Pour répondre à ces exigences, le projet a choisi Pompes à boues chimiques horizontales de la série UHB, Le système d'épuration des eaux usées est conçu spécialement pour les boues d'acide sulfurique, les milieux corrosifs et les applications chargées en matières solides.
Avantages de la solution
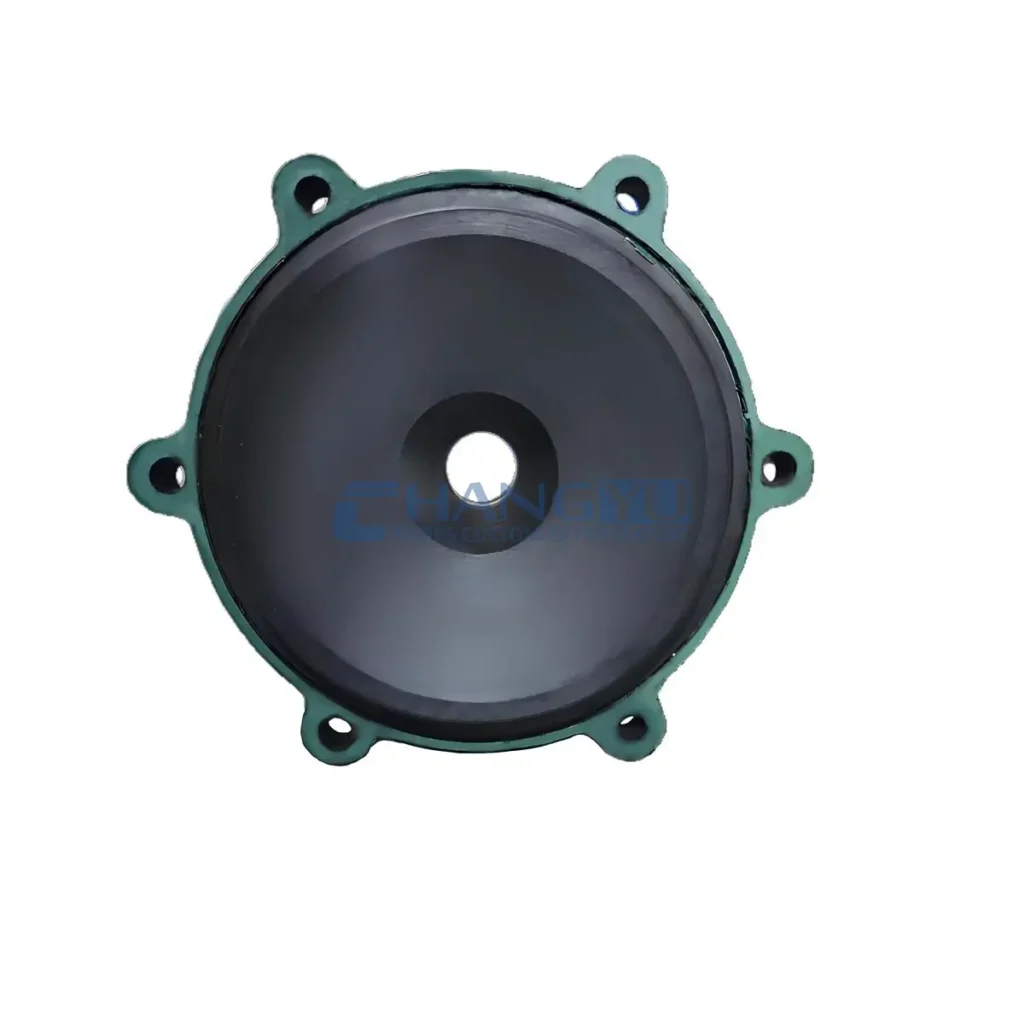
Résistance exceptionnelle à la corrosion
Les pièces en contact avec le liquide sont fabriquées à l'aide de matériaux importés à haute performance et résistants à la corrosion, tels que le polyéthylène à très haut poids moléculaire (UHMW-PE) ou des structures à revêtement en fluoropolymère. Ces matériaux présentent des propriétés physiques stables et aucune dégradation de surface après une immersion prolongée dans des environnements chimiques agressifs, ce qui les rend tout à fait adaptés à l'utilisation de boues d'acide sulfurique.

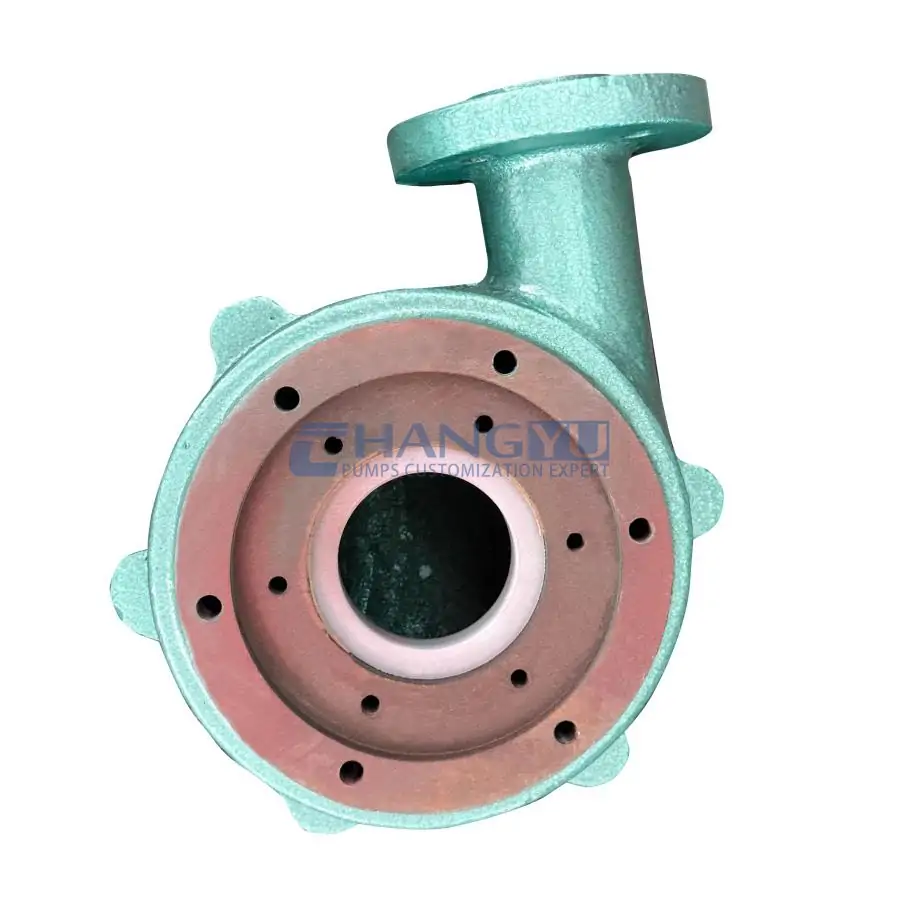
Résistance supérieure à l'usure
Les composants en contact avec le liquide de la pompe adoptent généralement une structure UHMW-PE revêtue d'acier, reconnue pour sa résistance à l'usure exceptionnelle parmi les plastiques techniques. Associée à des passages d'écoulement optimisés et à des composants d'usure renforcés, cette conception résiste efficacement à l'érosion due aux cristaux de sel et aux particules solides.
Conception hydraulique stable
Un processus exclusif de frittage à haute température intègre le matériau du revêtement d'entrée au corps de la pompe, ce qui garantit un transport en douceur de la boue tout en réduisant les turbulences, les vibrations et l'usure localisée pendant le transport des cristaux de sel.

Système d'étanchéité fiable
La garniture mécanique brevetée se caractérise par une répartition uniforme de la pression sur la surface d'étanchéité, le ressort étant isolé du fluide de travail pour éviter le colmatage et la corrosion. Cette conception permet un fonctionnement stable et sans fuite dans les milieux corrosifs, acides et alcalins.
Faibles coûts d'entretien
La construction modulaire et les matériaux durables prolongent la durée de vie et réduisent considérablement la fréquence de maintenance dans les opérations de traitement chimique en continu.
Résultats de l'application
Après la mise en œuvre, la solution de pompe à boues pour acide sulfurique d'UHB a apporté de nettes améliorations opérationnelles :
- Transfert stable et continu de boues d'acide sulfurique 30%
- Réduction substantielle de la corrosion et de l'usure par abrasion par rapport aux pompes conventionnelles
- Réduction des temps d'arrêt non planifiés dans les processus de séparation des cristaux de sel
- Amélioration de la sécurité opérationnelle dans les environnements de production de produits chimiques acides
Ces résultats valident l'adéquation des pompes de la série UHB pour les applications de traitement des boues dans les secteurs du charbon, de la chimie et de l'énergie.



Applications recommandées
La pompe à boues chimiques de la série UHB est également adaptée pour.. :
- Systèmes de transformation du charbon en produits chimiques
- Transfert de boues d'acide phosphorique et d'acide sulfurique
- Processus de cristallisation et d'évaporation des sels
- Traitement des eaux usées chimiques et des résidus acides
- Usines intégrées de production d'énergie et de produits chimiques

Référence vidéo
Une vidéo de fonctionnement réel de ce scénario de projet est disponible, démontrant les performances sur site de la pompe à boues de la série UHB dans des conditions réelles de séparation de cristaux de sel et de boues d'acide sulfurique.
Vous recherchez une solution fiable de pompe à boues pour l'acide sulfurique ? Contactez immédiatement notre équipe technique. Cliquez ici pour nous joindre.