Краткий ответ
A brewery mash pump
is a food-grade pump engineered to transfer the mixture of crushed malted grains and hot water known as mash. This slurry is thick, abrasive, and contains large, stringy solids that can quickly clog a standard pump. Key selection factors:
- Clog resistance prevents shutdowns
: Spent grain husks, barley straw, and other large solids will wrap around or choke a standard centrifugal impeller. Mash pumps must incorporate vortex, single-channel, progressive cavity, or diaphragm designs that provide unrestricted solids passage.
. - Low-shear operation protects flavor
: Aggressive, high-speed pumping can shred grain husks, releasing bitter tannins and astringent compounds into the wort. A low-shear, gentle pumping action is critical for preserving the intended flavor profile of the beer.
. - Sanitary design ensures product safety
: Every surface that contacts the wort must be food-grade, non-toxic, and resistant to the hot, acidic conditions of the brewing process. Polished stainless steel, crevice-free construction, and FDA-compliant elastomers are standard requirements.
. - CIP compatibility simplifies cleaning
: The pump must be cleanable-in-place without requiring full disassembly. A self-draining design and polished internal surfaces allow automated cleaning cycles to sanitize the pump between batches, preventing bacterial contamination.
.
In a busy brewery, a clogged pump stops production. The mash tun must be emptied, the pump disassembled, and a matted layer of grain pulled from the impeller before brewing can continue. This scenario, caused by specifying a standard centrifugal water pump for a thick, solids-laden slurry, is one of the most common equipment failures in the brewing industry. A pump that works perfectly for thin, clean wort can choke within seconds on a dense mash.
.

After reading this guide, you will understand the specific challenges of pumping mash, which pump designs resist clogging and protect grain integrity, what sanitary and CIP requirements apply to brewery pumps, and how to select a pump that matches your production scale and process. With over 20 years of pump manufacturing experience, Changyu Pump presents this structured selection guide to help you specify the right mash pump from day one.
.
What Is a Brewery Mash Pump?
In the
brewing
process, malted barley is milled and mixed with hot water in a mash tun. The resulting mash is a porridge-like slurry that must be recirculated to clarify the wort and then transferred to the lauter tun for filtration. This is the job of the mash pump.
.
Why Standard Pumps Fail in Mash Service
A standard centrifugal pump designed for water or thin fluids will fail rapidly in mash service for three reasons:
- Clogging
: Spent grain husks are fibrous and stringy. They wrap around closed impeller vanes and lodge in narrow volute passages, progressively restricting flow until the pump stalls.
. - Shear damage
: A centrifugal impeller spinning at 2,900 or 3,600 rpm subjects the mash to intense mechanical forces. Grain husks are torn apart, releasing bitter tannins and astringent polyphenols into the wort.
. - Wear and corrosion
: The hot, acidic mash environment combined with abrasive grain particles accelerates material degradation in pumps not designed for this service.
.
Mash Pump vs Standard Pump: Key Differences
| Характеристика | Стандартный центробежный насос | Brewery Mash Pump |
|---|---|---|
| Impeller / Mechanism | Closed impeller — narrow, easily blocked | Vortex, single-channel, progressive cavity, or diaphragm — open flow path |
| Shear forces | High — shreds grain husks | Low — protects grain integrity |
| Материалы | Cast iron, standard elastomers | Stainless steel (304/316L), FDA-compliant elastomers |
| Cleanability | Not designed for CIP | Polished surfaces, crevice-free, self-draining |
| Диапазон температур | Limited by standard seals | Designed for hot mash (up to 78°C typical) and CIP cycles |
| Обработка твердых материалов | Minimal — closed impeller clogs immediately on whole-grain mash | Excellent — handles up to 50% grain solids by volume |
What Materials Are Best for Brewery Mash Pumps?
Material selection for a brewery pump is driven by food safety regulations, chemical compatibility with the mash and cleaning agents, and resistance to the abrasive wear caused by grain particles.
.
Wetted Material Requirements
The mash is a hot (typically 65–78°C), slightly acidic (pH 5.2–5.6) slurry containing abrasive grain particles. After the mash transfer is complete, the pump is subjected to aggressive CIP cleaning cycles using hot caustic (sodium hydroxide) and acid solutions. All wetted materials must withstand this combination of conditions.
.
| Материал | Application in Brewery Pumps | Key Property |
|---|---|---|
| Нержавеющая сталь 316L | Корпус насоса, рабочее колесо, вал | Excellent corrosion resistance to acidic wort and CIP chemicals |
| Нержавеющая сталь 304 | Pump casing for non-critical areas | Acceptable for external components; 316L preferred for wetted parts |
| EPDM (Peroxide-cured) | Stator (progressive cavity pump), gaskets, O-rings | FDA-compliant; good resistance to hot water and mild acids |
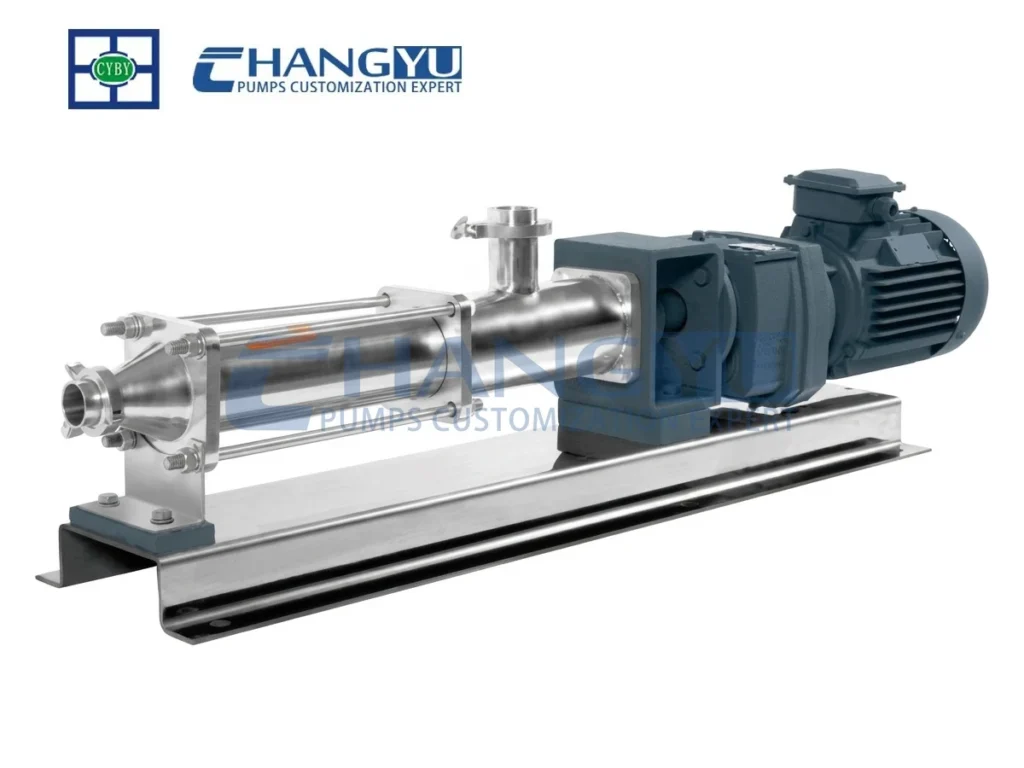
| PTFE | Diaphragm, seals, gaskets | Universal chemical resistance; suitable for high-temperature CIP |
| FKM / Viton | Seals for high-temperature applications | Higher temperature rating than EPDM; only food-grade grades acceptable |
| UHMW-PE | Pump lining, wear components | Excellent abrasion resistance; chemically inert; FDA-compliant |
| Cast Iron, Brass, Bronze | NOT permitted for wetted components | Corrodes and leaches contaminants into the product |
Surface Finish Requirements
The internal surfaces of brewery pumps must be polished to a smooth finish that resists bacterial adhesion and allows thorough cleaning. For mash pumps, a surface roughness of Ra ≤ 0.8 μm on wetted surfaces is the industry standard. Electropolishing after mechanical polishing further enhances corrosion resistance and cleanability by removing microscopic surface imperfections where bacteria can colonize.
.
Инженеры Changyu Pump рекомендуют: For all wetted pump components in direct contact with wort or mash, specify 316L stainless steel with polished surfaces and peroxide-cured EPDM or PTFE elastomers. Avoid any copper-containing alloys — copper ions catalyze oxidation reactions that produce stale, cardboard-like off-flavors in finished beer.
Как защитить целостность затора с помощью перекачивания с низким сдвигом?
Напряжение сдвига — это механическая сила, воздействующая на затор при его прохождении через насос. Высокие усилия сдвига разрывают ячменные оболочки, высвобождая горькие танины, вяжущие соединения и неконвертированный крахмал в жидкое сусло. Эти экстракты ухудшают вкус пива, создавая резкую горечь и мутный вид.
Как различные типы насосов создают сдвиг
| Тип насоса | Уровень сдвига | Влияние на затор | Лучшее приложение |
|---|---|---|---|
| Центробежный (закрытое рабочее колесо) | Высокий | Разрывает оболочки; высвобождает танины и белки, образующие муть | Не подходит для перекачивания цельного зернового затора |
| Центробежный (вихревое рабочее колесо) | От низкого до умеренного | Меньше повреждений зерна; твердые частицы проходят без принудительного прохождения через узкие зазоры. Более низкая эффективность (35–55%) по сравнению с конструкциями с закрытым рабочим колесом. | Приемлемо для рециркуляции; не идеально для первичной перекачки затора |
| Винтовой (шнековый) | Очень низкий | Мягкий, без пульсаций поток; минимальное повреждение оболочек | Идеально — лучший выбор для сохранения целостности зерна |
| Электрическая мембрана | Очень низкий | Пульсирующий поток, но механически щадящий; без высокоскоростного рабочего колеса. Не подходит для применений, требующих стабильного, без пульсаций потока. | Хорошо — подходит для густых заторов и высокого содержания твердых частиц |
Почему винтовые насосы являются отраслевым стандартом
Винтовые (PC) насосы используют односпиральный металлический ротор, вращающийся внутри двухспирального эластомерного статора. Вращающийся ротор создает серию герметичных полостей, которые продвигаются от всасывания к нагнетанию, мягко перенося затор без высокоскоростного удара и турбулентного смешивания, характерных для центробежных насосов. Результат — почти нулевое сдвиговое повреждение зерновых оболочек и более чистое, более мягкое на вкус пиво.
Скорость вращения винтового насоса обычно составляет 200–400 об/мин для работы с затором — на порядок медленнее, чем у центробежного насоса при 2900 об/мин. Эта низкая скорость в сочетании с механизмом объемного вытеснения означает, что затор испытывает минимальное механическое напряжение во время перекачивания.
Инженеры Changyu Pump рекомендуют: Для перекачивания цельного зернового затора, где качество пива является приоритетом, укажите винтовой насос, работающий при 200–400 об/мин (нижний предел для заторов с высоким содержанием оболочек или крупными частицами зерна). Щадящее действие перекачивания сохраняет целостность зерна, минимизирует экстракцию танинов и дает более чистое сусло. Для пивоварен, использующих фильтр-чан или маш-фильтр, где допустимо некоторое уплотнение оболочек, диафрагменный насос является эффективной, более дешевой альтернативой с отличной обработкой твердых частиц.
Как предотвратить засорение при перекачивании затора?
Засорение — самая распространенная эксплуатационная проблема при перекачивании затора. Сочетание волокнистых зерновых оболочек, липкого желатинизированного крахмала и высокой концентрации твердых частиц создает смесь, которая может заблокировать проходы насоса за считанные секунды, если выбран неправильный тип насоса.
Сравнение устойчивости к засорению по типу насоса
| Тип насоса | Устойчивость к засорению | Механизм | Наилучшая обработка твердых частиц |
|---|---|---|---|
| Вихревой центробежный | Хорошо | Рабочее колесо утоплено — твердые частицы проходят через улитку, не касаясь рабочего колеса | Смешанные твердые частицы, непредсказуемый мусор |
| Одноканальный центробежный | Умеренный | Один широкий проход — менее склонен к засорению, чем закрытое рабочее колесо | Процеженный затор; низкое содержание оболочек |
| Винтовой (шнековый) | Превосходно | Непрерывные герметичные полости переносят твердые частицы без препятствий | Цельный зерновой затор, до 50% твердых частиц |
| Электрическая мембрана | Превосходно | Твердые частицы проходят через большие обратные клапаны без сужения | Густой затор, высокое содержание твердых частиц, волокнистое зерно |
| Центробежный с закрытым рабочим колесом | Бедный | Оболочки наматываются на лопасти и блокируют узкие проходы | Не подходит для цельного зернового затора |
Концентрация твердых частиц по этапам варки
| Этап пивоварения | Типичное содержание твердых частиц | Характер потока | Рекомендуемый тип насоса |
|---|---|---|---|
| Рециркуляция в заторном чане | 15–25% твердых частиц зерна | Полужидкая кашица | Винтовой или вихревой центробежный |
| Перекачка затора в фильтр-чан | 20–30% твердых частиц зерна | Густая, вязкая суспензия | Винтовой или диафрагменный |
| Слив слабого сусла | 1–3% мелких взвешенных твердых частиц (белковый отстой, мелкие частицы оболочек) | Жидкость с взвешенными частицами | Одноканальный центробежный или винтовой |
| Перекачка отработанного зерна | 25–35% влажных твердых частиц | Плотная, полусухая масса | Винтовой с шнековой подачей |
Инженеры Changyu Pump рекомендуют: Для перекачивания цельного зернового затора, где требуются как устойчивость к засорению, так и низкий сдвиг, винтовой насос является лучшим выбором. Для пивоварен, работающих с очень высоким содержанием твердых частиц или переменной загрузкой зерна, электрический диафрагменный насос обеспечивает максимальную устойчивость к засорению с дополнительным преимуществом устойчивости к работе всухую — если заторный чан опустеет во время перекачивания, диафрагменный насос не будет поврежден.
Каковы гигиенические требования и требования к CIP для пивоваренных насосов?
Пивоваренные насосы должны соответствовать санитарным стандартам для пищевых продуктов и быть спроектированы для очистки на месте без разборки. Любая поверхность насоса, контактирующая с суслом или пивом, может стать средой для размножения бактерий, диких дрожжей или остатков чистящих химикатов, если она неправильно спроектирована и обслуживается.
Санитарные стандарты для пивоваренного оборудования
| Стандарт | Область применения | Ключевые требования к насосам |
|---|---|---|
| FDA 21 CFR | Материалы конструкции для контакта с пищевыми продуктами | Все смачиваемые компоненты должны соответствовать требованиям FDA; эластомеры должны быть пищевого класса |
| 3-A Санитарные стандарты | Конструкция оборудования для молочной и пищевой промышленности | Бесщелевая конструкция; полированные поверхности до Ra ≤ 0,8 мкм; самодренирующаяся конструкция |
| EHEDG | Европейская гигиеническая конструкция оборудования | Подтвержденная очищаемость; стерильная конструкция для критических применений |
CIP-совместимый пивоваренный насос включает в себя определенные конструктивные особенности, которые позволяют эффективно очищать его внешней автоматизированной CIP-системой без ручной разборки:
- Самодренирующийся корпус: Корпус насоса должен полностью опорожняться при остановке. Жидкость не должна скапливаться в улитке, камере уплотнения или всасывающем трубопроводе — скопившаяся жидкость является средой для размножения бактерий и разбавляет следующую партию.
- Полированные внутренние поверхности: Смачиваемые поверхности, отполированные до Ra ≤ 0,8 мкм, препятствуют прилипанию бактерий и позволяют моющим растворам контактировать с каждой поверхностью. Электрополировка дополнительно улучшает очищаемость.
- Бесщелевая конструкция уплотнения: Механическое уплотнение должно быть спроектировано с промывными поверхностями и эластомерами, соответствующими требованиям FDA. Санитарные зажимные соединения заменяют резьбовые фитинги, которые задерживают продукт и затрудняют очистку.
- Соединения для подачи CIP: Корпус насоса может включать специальные порты, которые позволяют подавать внешние CIP-растворы на все внутренние поверхности с требуемой скоростью потока (обычно минимум 1,5 м/с в улитке насоса).
Типичный цикл CIP для пивоварни
| Шаг | Решение | Температура | Продолжительность | Цель |
|---|---|---|---|---|
| Предварительное ополаскивание | Вода | Окружающая среда | 5–10 мин | Удаление рыхлых твердых частиц |
| Щелочная мойка | 1–2% NaOH | 70–85°C | 20–30 мин | Удаление органических загрязнений, белков, хмелевых смол |
| Промежуточное ополаскивание | Вода | Окружающая среда | 5–10 мин | Удаление остатков щелочи |
| Кислотная мойка | 0,5–1% фосфорной или азотной кислоты | Окружающая среда–45°C | 15–20 мин | Remove beerstone (calcium oxalate), neutralize residual caustic 2. Final rinse 3. Remove acid residue 4. Sanitize 5. Peracetic acid or hot water 6. As specified 7. 5–15 min 8. Kill residual microorganisms 9. Note: Acid wash temperatures above 45°C may accelerate corrosion of stainless steel, particularly with nitric acid solutions. 10. For any brewery pump, verify that the manufacturer provides a polished surface finish certificate and FDA-compliant material documentation for all wetted components. 11. Selecting a mash pump involves matching the pump type, materials, and features to the specific demands of your brewing process and production scale. 12. Step 1: Define Your Mash Characteristics. 13. Determine the typical grain bill, mash thickness (water-to-grain ratio), solids concentration, and any special ingredients that affect flow behavior. A thick mash for a high-gravity imperial stout behaves very differently from a thin mash for a light lager. 14. Step 2: Match the Pump Type to Your Process. 15. Production Scale 16. Mash Transfer Method 17. Nano / microbrewery 18. < 5 BBL per batch 19. Manual or single pump 20. Electric diaphragm — simple, self-priming, handles high solids 21. 5–30 BBL per batch 22. Pump transfer 23. Progressive cavity — gentle, continuous, low-shear 24. 30–100+ BBL per batch 25. Automated transfer 26. Progressive cavity with VFD for flow control 27. > 100 BBL per batch 28. Fully automated 29. Progressive cavity or large vortex centrifugal with CIP integration 30. Step 3: Select Materials. 31. For all wetted components, specify 316L stainless steel with polished surfaces (Ra ≤ 0.8 μm). Elastomers must be peroxide-cured EPDM or PTFE, FDA-compliant. For abrasive mashes with high grain loading, consider UHMW-PE lined components for extended wear life. 32. Step 4: Verify CIP Compatibility. 33. Confirm that the pump is self-draining, crevice-free, and designed for CIP cleaning at the temperatures and chemical concentrations used in your cleaning cycle. Request a surface finish certificate and material traceability documentation. 34. Size the pump for the required transfer rate (typically 1–3 BBL per minute for craft breweries) and total head (including pipe friction losses for viscous mash). For progressive cavity pumps, select a speed in the 200–400 rpm range to minimize shear. Oversize the suction line by one pipe diameter to ensure adequate NPSH with hot, viscous mash. 35. For any brewery producing whole-grain mashes, invest in a progressive cavity pump for mash transfer. The gentle pumping action directly improves beer quality by minimizing tannin extraction, and the clog-free operation eliminates the most common cause of brew-day delays. The higher initial cost of a progressive cavity pump is recovered through reduced downtime, consistent wort quality, and extended equipment life. 36. Changyu Pump manufactures four pump series suitable for brewery mash and wort handling applications. 37. Brewery Pump Product Selection Guide 38. Whole-grain mash transfer 39. Low shear + clog resistance 40. Progressive cavity; pulsation-free; gentle to grain husks 41. Thick mash / high solids transfer 42. Self-priming; dry-run safe; handles large solids 43. High-flow wort / CIP circulation 44. High volume + sanitary design 45. All stainless steel; ISO 2858 design; CIP-compatible 46. Hot wort / high-temperature process 47. Temperature resistance + sanitary 48. CYH Series Stainless Steel Centrifugal Pump 49. ISO 2858; polished surfaces; up to 165°C 50. G-Type Single Screw Pump — Low-Shear Mash Transfer 51. Progressive cavity pump with eccentric rotor and double-helix elastomer stator. Handles whole-grain mash without clogging and delivers pulsation-free flow. The low operating speed (200–400 rpm for mash service) preserves grain husk integrity, minimizing tannin extraction. Stator available in food-grade EPDM for CIP compatibility. Widely used in craft and regional breweries for mash transfer, wort circulation, and spent grain handling. 52. BFD Series Electric Diaphragm Pump — Clog-Free Mash Transfer 53. Electrically operated diaphragm pump for thick, high-solids mashes. Self-priming and capable of running dry — if the mash tun empties during transfer, the pump is not damaged. Check valves handle large solids and grain husks without clogging. Available in PP, stainless steel, and PVDF for compatibility with CIP chemicals. 54. HB Series Stainless Steel Slurry Pump — High-Flow Wort and CIP Circulation 55. Horizontal centrifugal pump designed to ISO 2858 with all-stainless steel wetted construction. Suitable for high-flow wort circulation, lauter tun recirculation, and CIP cleaning solution supply. Available in 304, 316L, 2205, and 2507 grades for compatibility with CIP chemicals. Polished internal surfaces and crevice-free design support hygienic operation. 56. CYH Series Stainless Steel Centrifugal Pump — Hot Wort Transfer 57. Single-stage, single-suction cantilevered centrifugal pump designed to ISO 2858. Polished stainless steel surfaces and food-grade elastomers meet brewery sanitary requirements. Handles hot wort at temperatures up to 165°C — suitable for kettle transfer, whirlpool feed, and heat exchanger circulation. Available in 304, 316L, and duplex stainless steel. 58. A craft brewery in Australia producing approximately 15 BBL per batch used a standard stainless steel centrifugal pump with a closed impeller to transfer mash from the mash tun to the lauter tun. The pump was originally specified for wort transfer and had been repurposed for mash duty. 59. Within the first three brew days, the pump clogged twice. Each clog required 30–45 minutes to clear: the pump had to be isolated, disassembled, and the impeller manually cleaned of compacted grain husks. The second clog occurred mid-transfer, leaving half the mash in the tun and delaying the brew by over an hour. |
| Final rinse | Вода | Окружающая среда | 5–10 мин | Remove acid residue |
| Sanitize | Peracetic acid or hot water | As specified | 5–15 min | Kill residual microorganisms |
Note: Acid wash temperatures above 45°C may accelerate corrosion of stainless steel, particularly with nitric acid solutions.
Инженеры Changyu Pump рекомендуют: For any brewery pump, verify that the manufacturer provides a polished surface finish certificate and FDA-compliant material documentation for all wetted components.
How to Select the Right Brewery Mash Pump?
Selecting a mash pump involves matching the pump type, materials, and features to the specific demands of your brewing process and production scale.
Step 1: Define Your Mash Characteristics.
Determine the typical grain bill, mash thickness (water-to-grain ratio), solids concentration, and any special ingredients that affect flow behavior. A thick mash for a high-gravity imperial stout behaves very differently from a thin mash for a light lager.
Step 2: Match the Pump Type to Your Process.
| Тип пивоварни | Production Scale | Mash Transfer Method | Рекомендуемый тип насоса |
|---|---|---|---|
| Nano / microbrewery | < 5 BBL per batch | Manual or single pump | Electric diaphragm — simple, self-priming, handles high solids |
| Крафтовая пивоварня | 5–30 BBL per batch | Pump transfer | Progressive cavity — gentle, continuous, low-shear |
| Региональная пивоварня | 30–100+ BBL per batch | Automated transfer | Progressive cavity with VFD for flow control |
| Крупномасштабное промышленное производство | > 100 BBL per batch | Fully automated | Progressive cavity or large vortex centrifugal with CIP integration |
Step 3: Select Materials.
For all wetted components, specify 316L stainless steel with polished surfaces (Ra ≤ 0.8 μm). Elastomers must be peroxide-cured EPDM or PTFE, FDA-compliant. For abrasive mashes with high grain loading, consider UHMW-PE lined components for extended wear life.
Step 4: Verify CIP Compatibility.
Убедитесь, что насос самоосушающийся, без застойных зон и предназначен для CIP-мойки при температурах и концентрациях химикатов, используемых в вашем цикле очистки. Запросите сертификат качества поверхности и документацию по отслеживаемости материалов.
.
Шаг 5: Подберите размер насоса.
Подберите насос по требуемой производительности (обычно 1–3 барреля в минуту для крафтовых пивоварен) и общему напору (с учетом потерь на трение в трубопроводе для вязкого затора). Для винтовых насосов выбирайте скорость в диапазоне 200–400 об/мин, чтобы минимизировать сдвиговое воздействие. Увеличьте диаметр всасывающей линии на один типоразмер для обеспечения достаточного NPSH при работе с горячим вязким затором.
.
Инженеры Changyu Pump рекомендуют: Для любой пивоварни, производящей заторы из цельного зерна, инвестируйте в винтовой насос для перекачки затора. Бережное перекачивание напрямую улучшает качество пива за счет минимизации экстракции танинов, а беззаторная работа устраняет наиболее частую причину задержек в день варки. Более высокая первоначальная стоимость винтового насоса окупается за счет сокращения простоев, стабильного качества сусла и увеличенного срока службы оборудования.
.
Changyu Pump Brewery Pump Solutions
Компания Changyu Pump производит четыре серии насосов, подходящих для перекачки затора и сусла на пивоварнях.
.
Руководство по выбору насосов для пивоварен
| Приложение | Основное требование | Рекомендуемая серия | Ключевая особенность |
|---|---|---|---|
| Перекачка затора из цельного зерна | Низкое сдвиговое воздействие + устойчивость к засорению | G-Type Винтовой насос | Винтовой; без пульсаций; бережное отношение к оболочкам зерна |
| Перекачка густого затора / с высоким содержанием твердых частиц | Maximum clog resistance | Электрический мембранный насос серии BFD | Самовсасывающий; безопасный при работе на сухую; перерабатывает крупные твердые частицы |
| Циркуляция сусла / CIP с высоким расходом | Высокая производительность + санитарное исполнение | Шламовый насос из нержавеющей стали серии HB | Полностью из нержавеющей стали; конструкция по ISO 2858; совместимость с CIP |
| Горячее сусло / высокотемпературные процессы | Термостойкость + санитарное исполнение | Серия CYH — центробежные насосы из нержавеющей стали | ISO 2858; полированные поверхности; до 165°C |
G-Type — одновинтовой насос для перекачки затора с низким сдвиговым воздействием
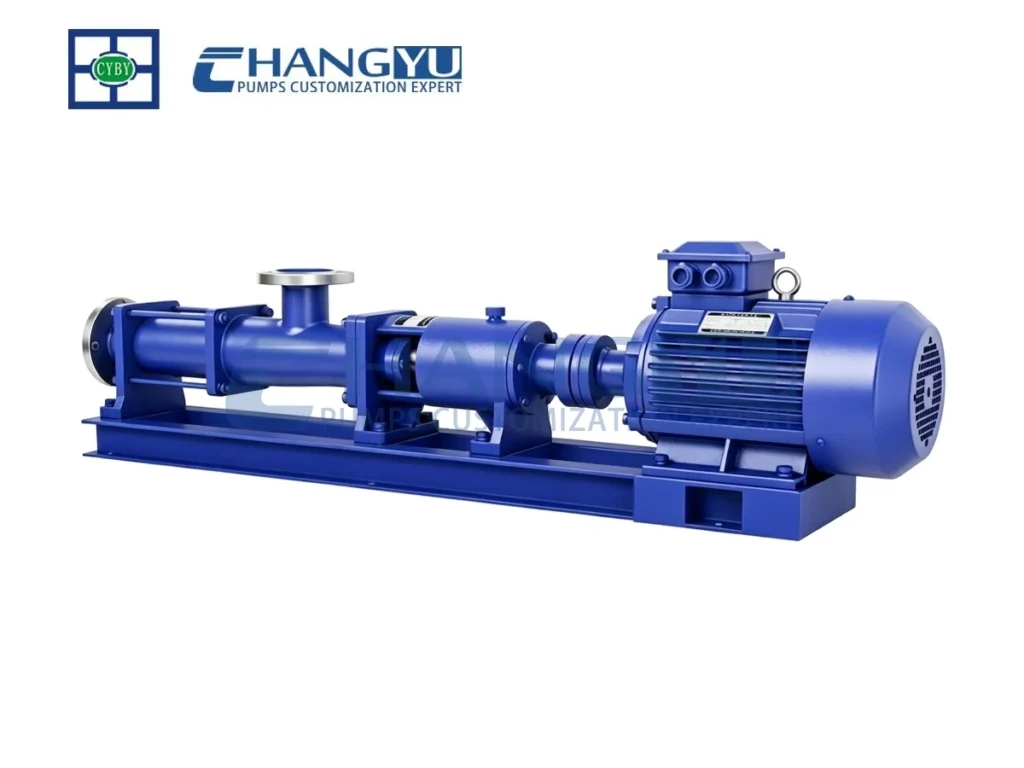
Progressive cavity pump with eccentric rotor and double-helix elastomer stator. Handles whole-grain mash without clogging and delivers pulsation-free flow. The low operating speed (200–400 rpm for mash service) preserves grain husk integrity, minimizing tannin extraction. Stator available in food-grade EPDM for CIP compatibility. Widely used in craft and regional breweries for mash transfer, wort circulation, and spent grain handling.
| Параметр | Технические характеристики |
|---|---|
| Скорость потока | 0–200 м³/ч |
| Глава | 60–120 м |
| Мощность двигателя | 0,55–37 кВт |
| Скорость | 400–960 об/мин (200–400 об/мин рекомендуется для затора) |
| Температура | -20°C до 150°C |
| Материалы | Чугун, нержавеющая сталь; пищевой статор из EPDM |
Посмотреть G-Type Screw Pump →
BFD Series Electric Diaphragm Pump — Clog-Free Mash Transfer

Electrically operated diaphragm pump for thick, high-solids mashes. Self-priming and capable of running dry — if the mash tun empties during transfer, the pump is not damaged. Check valves handle large solids and grain husks without clogging. Available in PP, stainless steel, and PVDF for compatibility with CIP chemicals.
| Параметр | Технические характеристики |
|---|---|
| Скорость потока | До 480 л/мин |
| Глава | До 84 м |
| Мощность двигателя | 0,75–45 кВт |
| Скорость | 968-3,450 об/мин |
| Температура | от -20°C до 120°C |
| Материалы | Литая сталь, ковкий чугун, алюминиевый сплав, полипропилен, нержавеющая сталь, PVDF |
HB Series Stainless Steel Slurry Pump — High-Flow Wort and CIP Circulation

Horizontal centrifugal pump designed to ISO 2858 with all-stainless steel wetted construction. Suitable for high-flow wort circulation, lauter tun recirculation, and CIP cleaning solution supply. Available in 304, 316L, 2205, and 2507 grades for compatibility with CIP chemicals. Polished internal surfaces and crevice-free design support hygienic operation.
| Параметр | Технические характеристики |
|---|---|
| Скорость потока | 10-60 м³/ч |
| Глава | 20-120 m |
| Мощность двигателя | 3-45 кВт |
| Скорость | 2 900 об/мин |
| Температура | от -20°C до 120°C |
| Материалы | 304, 316L, 2205, 2507 |
CYH Series Stainless Steel Centrifugal Pump — Hot Wort Transfer

Single-stage, single-suction cantilevered centrifugal pump designed to ISO 2858. Polished stainless steel surfaces and food-grade elastomers meet brewery sanitary requirements. Handles hot wort at temperatures up to 165°C — suitable for kettle transfer, whirlpool feed, and heat exchanger circulation. Available in 304, 316L, and duplex stainless steel.
| Параметр | Технические характеристики |
|---|---|
| Скорость потока | 0,8–750 м³/ч |
| Глава | 3–130 м |
| Мощность двигателя | 2,2–110 кВт |
| Скорость | 968-3,450 об/мин |
| Температура | -20°C до 165°C |
| Материалы | 304, 316L, дуплексная сталь |
Case Study of Brewery Mash Pump: Solving a Mash Pump Clogging Issue
A craft brewery in Australia producing approximately 15 BBL per batch used a standard stainless steel centrifugal pump with a closed impeller to transfer mash from the mash tun to the lauter tun. The pump was originally specified for wort transfer and had been repurposed for mash duty.
Within the first three brew days, the pump clogged twice. Each clog required 30–45 minutes to clear: the pump had to be isolated, disassembled, and the impeller manually cleaned of compacted grain husks. The second clog occurred mid-transfer, leaving half the mash in the tun and delaying the brew by over an hour.
2. Changyu Pump replaced the centrifugal pump with a progressive cavity pump operating at 300 rpm. The single-helix rotor and double-helix stator created sealed cavities that carried the mash gently from suction to discharge without constriction points where grain could accumulate. The low operating speed eliminated the shear damage to grain husks.
3. Twelve months after the replacement: zero clogs during mash transfer, zero brew-day delays attributed to pump failure, and a noticeable improvement in wort clarity and finished beer smoothness reported by the brewing team. The brewery standardized on Changyu progressive cavity pumps for all grain-involved transfers.
4. : A pump designed for clean wort cannot handle whole-grain mash. The closed impeller that works perfectly for thin fluids is the direct cause of clogging in mash service. Progressive cavity pumps, operating at low speed, provide both clog-free operation and the gentle handling that protects beer quality.
5. FAQs about Brewery Mash Pumps
6. Q: What type of pump is best for transferring mash?
7. A: A progressive cavity (single screw) pump is the industry standard for whole-grain mash transfer. It provides clog-free operation, very low shear that protects grain integrity, and pulsation-free flow. For very thick mashes or small breweries, an electric diaphragm pump is a cost-effective alternative with excellent solids handling.
8. Q: Can I use a standard centrifugal pump for mash?.
Root cause analysis by Changyu Pump engineers confirmed that the closed impeller design was fundamentally unsuited to whole-grain mash transfer. The narrow impeller passages, designed for thin, clean wort, trapped grain husks that progressively accumulated until flow stopped. Additionally, the 2,900 rpm impeller speed was generating excessive shear, evidenced by the astringent, grainy off-flavor detected in the finished beer.
2. Changyu Pump replaced the centrifugal pump with a progressive cavity pump operating at 300 rpm. The single-helix rotor and double-helix stator created sealed cavities that carried the mash gently from suction to discharge without constriction points where grain could accumulate. The low operating speed eliminated the shear damage to grain husks.
3. Twelve months after the replacement: zero clogs during mash transfer, zero brew-day delays attributed to pump failure, and a noticeable improvement in wort clarity and finished beer smoothness reported by the brewing team. The brewery standardized on Changyu progressive cavity pumps for all grain-involved transfers.
4. : A pump designed for clean wort cannot handle whole-grain mash. The closed impeller that works perfectly for thin fluids is the direct cause of clogging in mash service. Progressive cavity pumps, operating at low speed, provide both clog-free operation and the gentle handling that protects beer quality.
5. FAQs about Brewery Mash Pumps
6. Q: What type of pump is best for transferring mash?
7. A: A progressive cavity (single screw) pump is the industry standard for whole-grain mash transfer. It provides clog-free operation, very low shear that protects grain integrity, and pulsation-free flow. For very thick mashes or small breweries, an electric diaphragm pump is a cost-effective alternative with excellent solids handling.
8. Q: Can I use a standard centrifugal pump for mash?
9. A: Not without modification. A standard closed-impeller centrifugal pump will clog rapidly on whole-grain mash. If a centrifugal pump is required, specify a vortex impeller design that allows solids to pass without contacting the impeller. However, centrifugal pumps still generate higher shear than progressive cavity or diaphragm alternatives.
10. Q: What materials are safe for brewery pumps?
11. A: 316L stainless steel with polished surfaces (Ra ≤ 0.8 μm) for all wetted components. Elastomers must be peroxide-cured EPDM or PTFE, FDA-compliant. Avoid copper, brass, and bronze — these metals leach ions that cause beer staling reactions. Cast iron is not permitted for any product-contact surface.
12. Q: How do I clean a brewery mash pump?
13. A: Brewery pumps must be CIP-compatible — cleanable-in-place without disassembly. A typical CIP cycle includes a pre-rinse, hot caustic wash (70–85°C), acid wash, and sanitization. The pump must be self-draining to allow complete liquid removal between cycles. Verify that all wetted materials are compatible with your CIP chemicals.
14. Q: What speed should a mash pump operate at?
15. A: For progressive cavity pumps, operate at 200–400 rpm for mash service. Lower speeds reduce shear damage to grain husks and extend stator life. For centrifugal pumps in wort service, standard motor speeds (1,450–2,900 rpm) are acceptable for thin, solids-free fluids.
16. Q: How do I size a mash pump for my brewery?
17. A: Size based on the required transfer rate (typically 1–3 BBL per minute for craft breweries) and total head. For viscous mash, oversize the suction line by one pipe diameter to ensure adequate NPSH. Select a pump that operates in the lower half of its speed range to provide margin for thicker mashes or future capacity increases.
18. Never repurpose a clean wort pump for whole-grain mash transfer. The impeller and passage design will cause immediate clogging.
19. Specify a progressive cavity pump for primary mash transfer. The gentle, low-shear action directly improves beer quality.
20. Verify that all wetted materials have FDA-compliant documentation. A single non-compliant gasket can contaminate an entire batch.
21. Polish internal surfaces to Ra ≤ 0.8 μm. Rougher surfaces harbor bacteria and resist CIP cleaning.
22. Design the pump installation to be self-draining. Pooled liquid in the pump after CIP is a contamination risk.
23. Operate progressive cavity pumps at 200–400 rpm for mash. Higher speeds increase shear and accelerate stator wear.
24. Install a VFD (variable frequency drive) for flow control. This allows the pump speed to be matched to different mash thicknesses and transfer rates.
25. Keep spare stators, mechanical seals, and gaskets in inventory. Mash pump components wear faster than clean wort pump components.
26. A brewery mash pump is not a commodity pump. The combination of thick, abrasive mash, the need for gentle solids handling, and the strict requirements of food-grade sanitation create a demanding application that standard pumps cannot satisfy. The progressive cavity pump has become the industry standard for whole-grain mash transfer because it uniquely addresses all three challenges: clog-free operation through its continuous cavity design, near-zero shear through its low operating speed, and full CIP compatibility through polished stainless steel and crevice-free construction.
27. For craft breweries where beer quality is the foundation of the brand, the choice of mash pump directly affects the flavor, clarity, and consistency of every batch. A pump that shreds grain husks releases bitterness into the beer. A pump that clogs stops production. The investment in a properly specified mash pump is recovered through reduced downtime, consistent wort quality, and the elimination of pump-related off-flavors.
28. Changyu Pump’s engineering team provides tailored technical assessments for brewery pump applications — covering mash characterization, pump selection, material compatibility, and CIP integration. Two decades of manufacturing experience across food, beverage, and industrial sectors inform every recommendation.
29. Case Study of Brewery Mash Pump
30. Factory of Brewery Mash Pump Changyu Pump.
Changyu Pump replaced the centrifugal pump with a progressive cavity pump operating at 300 rpm. The single-helix rotor and double-helix stator created sealed cavities that carried the mash gently from suction to discharge without constriction points where grain could accumulate. The low operating speed eliminated the shear damage to grain husks.
Twelve months after the replacement: zero clogs during mash transfer, zero brew-day delays attributed to pump failure, and a noticeable improvement in wort clarity and finished beer smoothness reported by the brewing team. The brewery standardized on Changyu progressive cavity pumps for all grain-involved transfers.
Ключевой вывод: A pump designed for clean wort cannot handle whole-grain mash. The closed impeller that works perfectly for thin fluids is the direct cause of clogging in mash service. Progressive cavity pumps, operating at low speed, provide both clog-free operation and the gentle handling that protects beer quality.
FAQs about Brewery Mash Pumps
Q: What type of pump is best for transferring mash?
A: A progressive cavity (single screw) pump is the industry standard for whole-grain mash transfer. It provides clog-free operation, very low shear that protects grain integrity, and pulsation-free flow. For very thick mashes or small breweries, an electric diaphragm pump is a cost-effective alternative with excellent solids handling.
Q: Can I use a standard centrifugal pump for mash?
A: Не без доработки. Стандартный центробежный насос с закрытым рабочим колесом быстро засорится при перекачивании цельнозернового затора. Если требуется центробежный насос, укажите конструкцию с вихревым рабочим колесом, позволяющую твердым частицам проходить, не контактируя с колесом. Однако центробежные насосы все равно создают более высокий сдвиг, чем винтовые или диафрагменные альтернативы.
Q: Какие материалы безопасны для пивоваренных насосов?
A: Нержавеющая сталь 316L с полированными поверхностями (Ra ≤ 0,8 мкм) для всех смачиваемых компонентов. Эластомеры должны быть из пероксидно-вулканизированного EPDM или PTFE, соответствующих требованиям FDA. Избегайте меди, латуни и бронзы — эти металлы выделяют ионы, вызывающие реакции окисления пива. Чугун не допускается для любых поверхностей, контактирующих с продуктом.
Q: Как очистить пивоваренный насос для затора?
A: Пивоваренные насосы должны быть совместимы с CIP — очищаемы на месте без разборки. Типичный цикл CIP включает предварительное ополаскивание, горячую щелочную мойку (70–85°C), кислотную мойку и санитарную обработку. Насос должен быть самодренирующимся для полного удаления жидкости между циклами. Убедитесь, что все смачиваемые материалы совместимы с вашими химикатами для CIP.
Q: С какой скоростью должен работать насос для затора?
A: Для винтовых насосов работайте на 200–400 об/мин при перекачивании затора. Более низкие скорости снижают сдвиговое повреждение зерновых оболочек и продлевают срок службы статора. Для центробежных насосов в сусловом режиме стандартные скорости двигателя (1 450–2 900 об/мин) приемлемы для тонких жидкостей без твердых частиц.
Q: Как подобрать насос для затора для моей пивоварни?
A: Подбирайте на основе требуемой скорости перекачки (обычно 1–3 барреля в минуту для крафтовых пивоварен) и общего напора. Для вязкого затора увеличьте всасывающую линию на один диаметр трубы, чтобы обеспечить достаточный NPSH. Выберите насос, работающий в нижней половине своего диапазона скоростей, чтобы обеспечить запас для более густых заторов или будущего увеличения производительности.
Контрольный список мер по предотвращению неисправностей для инженеров компании Changyu Pump
- Никогда не используйте насос для чистого сусла для перекачивания цельнозернового затора. Конструкция рабочего колеса и проточных каналов приведет к немедленному засорению.
- Укажите винтовой насос для первичной перекачки затора. Щадящее действие с низким сдвигом напрямую улучшает качество пива.
- Убедитесь, что все смачиваемые материалы имеют документацию, соответствующую требованиям FDA. Одна несоответствующая прокладка может загрязнить всю партию.
- Отполируйте внутренние поверхности до Ra ≤ 0,8 мкм. Более шероховатые поверхности задерживают бактерии и устойчивы к мойке CIP.
- Спроектируйте установку насоса самодренируемой. Жидкость, оставшаяся в насосе после CIP, представляет риск загрязнения.
- Эксплуатируйте винтовые насосы на 200–400 об/мин для затора. Более высокие скорости увеличивают сдвиг и ускоряют износ статора.
- Установите частотный преобразователь (VFD) для регулирования потока. Это позволяет подбирать скорость насоса под различную густоту затора и скорость перекачки.
- Держите на складе запасные статоры, механические уплотнения и прокладки. Компоненты насоса для затора изнашиваются быстрее, чем компоненты насоса для чистого сусла.
Заключение
Пивоваренный насос для затора — это не обычный насос. Сочетание густого абразивного затора, необходимости бережной обработки твердых частиц и строгих требований к санитарии пищевого класса создает сложную задачу, которую стандартные насосы не могут решить. Винтовой насос стал отраслевым стандартом для перекачки цельнозернового затора, поскольку он уникально решает все три проблемы: беззасорная работа благодаря конструкции с непрерывными полостями, почти нулевой сдвиг благодаря низкой рабочей скорости и полная совместимость с CIP благодаря полированной нержавеющей стали и конструкции без щелей.
Для крафтовых пивоварен, где качество пива является основой бренда, выбор насоса для затора напрямую влияет на вкус, прозрачность и консистенцию каждой партии. Насос, измельчающий зерновые оболочки, выделяет горечь в пиво. Насос, который забивается, останавливает производство. Инвестиции в правильно подобранный насос для затора окупаются за счет сокращения простоев, стабильного качества сусла и устранения посторонних привкусов, связанных с насосом.

Changyu Pump’s engineering team provides tailored technical assessments for brewery pump applications — covering mash characterization, pump selection, material compatibility, and CIP integration. Two decades of manufacturing experience across food, beverage, and industrial sectors inform every recommendation.
Инженерная команда Changyu Pump предоставляет индивидуальные технические оценки для насосов пивоварен — включая характеристику затора, выбор насоса, совместимость материалов и интеграцию CIP. Два десятилетия производственного опыта в пищевой, напиточной и промышленной отраслях лежат в основе каждой рекомендации.
Свяжитесь с Changyu Pump для бесплатной технической оценки →