Elegir una bomba adecuada para industria química El control de las condiciones de funcionamiento es fundamental para garantizar una producción segura, mejorar la eficiencia y reducir los costos de mantenimiento. En este artículo se presentan los tipos de bombas más comunes utilizados en la industria química, la selección de materiales y los aspectos clave a tener en cuenta a la hora de elegir una bomba. Changyu Pump ayudará a las empresas a encontrar soluciones que se adapten mejor a sus necesidades de producción, especialmente a la hora de seleccionar la bomba de proceso químico adecuada.



Por qué la selección de bombas es fundamental en la industria química
Las bombas químicas se utilizan habitualmente para transportar diversos líquidos, entre ellos ácidos, álcalis, disolventes, líquidos corrosivos y lodos que contienen partículas sólidas. Los medios químicos suelen caracterizarse por una fuerte corrosión, altas temperaturas, alta viscosidad o partículas abrasivas, lo que significa que las bombas industriales comunes a menudo no pueden cumplir con los requisitos para un funcionamiento estable a largo plazo.
La selección de una bomba para procesos químicos nunca se reduce simplemente a hacer coincidir unos parámetros. Requiere la integración sistemática de las características del fluido, los requisitos del proceso y las normas de seguridad. Solo cuando cada decisión se somete a una verificación científica —incluida validación de la resistencia a la corrosión, evaluación del sistema de sellado, simulación de la eficiencia energética y cálculo del costo del ciclo de vida—¿Es posible establecer una barrera de seguridad real para la producción química?.
En la industria química, elegir la bomba adecuada puede garantizar no solo la estabilidad de toda una línea de producción, sino también la seguridad de los empleados.
Dado que los fluidos químicos suelen ser corrosivos, tóxicos o inflamables, la selección de la bomba debe adaptarse con precisión a los materiales y a las soluciones de sellado.
A principios de 2026, un taller no tuvo en cuenta la temperatura del fluido y utilizó una bomba magnética estándar para transportar un líquido a 120 °C, lo que provocó que tres bombas se quemaran en tres minutos y causó una pérdida directa de 300 000 RMB. Esta es una consecuencia típica de una inadecuada adaptación de la resistencia térmica.
En otro caso, una planta química eligió un material de sellado inadecuado para una bomba de sal fundida. El anillo de sellado de caucho fluorado se carbonizó tras solo 72 horas de funcionamiento, lo que obligó a detener la planta. La pérdida diaria de producción ascendió a 1,5 millones de RMB. Este caso pone de manifiesto un hecho clave: una selección incorrecta de la bomba puede afectar a toda la cadena de producción.
Estos casos ilustran claramente por qué es fundamental elegir la bomba de proceso químico adecuada en la industria química.
Retos a los que se enfrentan las bombas en las plantas químicas
En los entornos de producción química, los equipos de bombeo suelen enfrentarse a múltiples condiciones de funcionamiento complejas. Estas condiciones exigen unos altos estándares en cuanto al diseño y los materiales de las bombas.
- 1. Medios químicos altamente corrosivos
- Muchos productos químicos tienen fuertes efectos corrosivos sobre los metales, como los líquidos ácidos y alcalinos. Si el material de la bomba no tiene suficiente resistencia a la corrosión, el equipo puede sufrir daños por corrosión rápidamente.
- 2. Suspensiones que contienen partículas abrasivas
- Algunos procesos de producción química generan lodos que contienen partículas sólidas, como precipitados químicos o residuos de aguas residuales. Estas partículas pueden provocar un desgaste grave en los impulsores y las piezas en contacto con el fluido de las bombas.
- 3. Entornos de transferencia a alta temperatura
- Ciertos procesos químicos requieren el bombeo de líquidos a temperaturas elevadas, lo que exige el uso de bombas con una excelente resistencia al calor y estructuras de sellado estables.
- 4. Sustancias químicas tóxicas o peligrosas
- En el caso de los productos químicos volátiles o tóxicos, el rendimiento del sellado de la bomba es extremadamente importante para evitar fugas que puedan dañar el medio ambiente y poner en peligro al personal.
- 5. Funcionamiento continuo a largo plazo
- La producción química suele ser un proceso continuo, lo que exige que los equipos de bombeo funcionen de manera confiable durante largos períodos de tiempo, minimizando al mismo tiempo el tiempo de inactividad por mantenimiento.




Las mejores bombas para la industria de procesamiento químico
Con más de 20 años de experiencia en la fabricación de bombas químicas en Bomba Changyu, fabricamos diferentes tipos de bombas para adaptarnos a las distintas condiciones de los procesos químicos. A continuación se enumeran los tipos más comunes de bombas para procesos químicos que se utilizan en la industria química.
Bombas químicas centrífugas
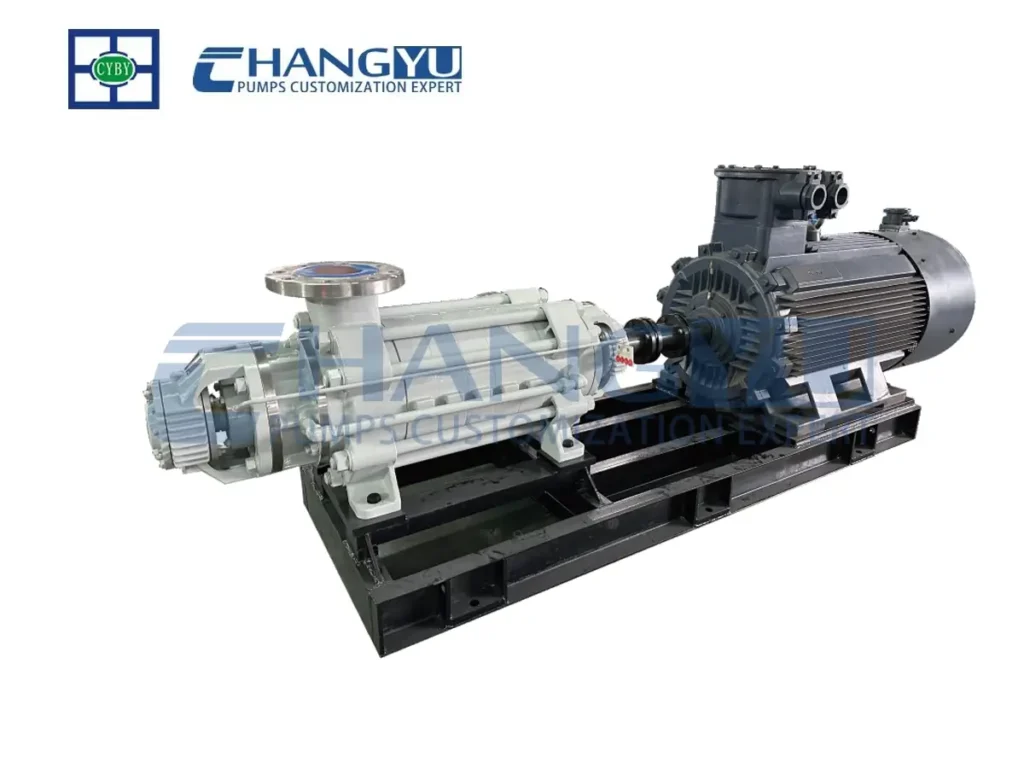
Las bombas centrífugas son uno de los tipos de bombas más utilizados en la industria química. Son adecuadas para el transporte de líquidos de baja viscosidad y fluidos de gran caudal. Su estructura sencilla, su funcionamiento estable y su fácil mantenimiento hacen que se utilicen habitualmente en los sistemas de transferencia de líquidos químicos.
Bombas de accionamiento magnético
Las bombas de accionamiento magnético cuentan con un diseño sin sellos y transmiten la potencia mediante acoplamiento magnético, lo que permite un trasvase de líquidos sin fugas. Este tipo de bomba para procesos químicos es especialmente adecuada para el transporte de productos químicos tóxicos, inflamables o volátiles.
Bombas para lodos
Las bombas para lodos se utilizan principalmente para transportar líquidos que contienen partículas sólidas, como precipitados químicos o lodos altamente abrasivos. Por lo general, están diseñadas con materiales resistentes al desgaste para prolongar la vida útil del equipo.
Bombas químicas autocebantes
Las bombas autocebantes pueden aspirar líquido automáticamente sin necesidad de cebado manual. Se utilizan ampliamente en sistemas de tratamiento de aguas residuales químicas y en aplicaciones de transferencia entre tanques.
Bombas químicas sumergibles
Las bombas sumergibles pueden funcionar directamente dentro de los líquidos y son adecuadas para tanques de aguas residuales químicas, tanques de reacción o tanques de almacenamiento.
Comparación de los tipos más comunes de bombas químicas
| Tipo de bomba | Ideal para | Ventajas | Limitaciones |
|---|---|---|---|
| Bomba centrífuga | Trasvase de productos químicos a gran caudal | Estructura sencilla, fiable | No apto para lodos de alta viscosidad |
| Bomba de accionamiento magnético | Sustancias químicas tóxicas y peligrosas | Sin fugas | Mayor costo |
| Bomba para lodos | Líquidos con partículas sólidas | Alta resistencia al desgaste | Mayor consumo de energía |
| Bomba autocebante | Trasvase de aguas residuales | Puesta en marcha sencilla | Altura de succión limitada |
| Bomba sumergible | Tanques y fosas | Ahorro de espacio | El mantenimiento requiere levantar objetos |
Materiales comunes resistentes a la corrosión para bombas químicas
En el diseño de una bomba para procesos químicos, la selección de los materiales es uno de los factores más importantes que influyen en el rendimiento y la vida útil. Changyu Pump ofrece diferentes materiales resistentes a la corrosión para distintos medios químicos.
Para obtener más información sobre la selección de materiales, lea este artículo:Guía para la selección de materiales de bombas químicas
Entre los materiales más comunes utilizados en las bombas químicas se encuentran:
- Bombas con revestimiento de PTFE: El PTFE (politetrafluoroetileno) ofrece una resistencia a la corrosión extremadamente alta y es capaz de soportar la mayoría de las sustancias químicas. Por ello, se utiliza ampliamente en entornos con ácidos y álcalis fuertes.
- Bombas revestidas de UHMW-PE: El polietileno de peso molecular ultraalto ofrece una excelente resistencia al desgaste y resulta especialmente adecuado para el transporte de lodos químicos que contienen partículas sólidas.
- Bombas de acero inoxidable: Acero inoxidable ofrece una buena resistencia a la corrosión y una gran solidez mecánica, lo que lo hace adecuado para el transporte de una amplia variedad de productos químicos.
- Bombas de plástico fluorado: Los materiales fluoroplásticos combinan resistencia a la corrosión con resistencia a altas temperaturas y se utilizan ampliamente para el transporte de medios químicos altamente corrosivos.
 UHMW
UHMW FEP
FEP Carcasa de la bomba de acero inoxidable
Carcasa de la bomba de acero inoxidable PFA
PFA
Cómo elegir la bomba adecuada para procesos químicos
Al elegir un bomba para procesos químicos, las empresas deben tener en cuenta los siguientes factores para asegurarse de que los equipos cumplan con los requisitos de producción.
- Compatibilidad con medios químicos
- En primer lugar, compruebe si los materiales de la bomba son compatibles con el medio químico que se va a transportar.
- Requisitos de caudal y altura de elevación
- Determine los parámetros de caudal y presión necesarios de acuerdo con el proceso de producción.
- Condiciones de temperatura
- Los distintos materiales de las bombas pueden soportar diferentes rangos de temperatura, por lo que la elección debe ajustarse a las condiciones reales de funcionamiento.
- Contenido de partículas sólidas
- Si el líquido contiene partículas, se debe elegir una bomba con un diseño estructural resistente al desgaste.
- Costo de mantenimiento
- La elección de bombas con estructuras fiables y un mantenimiento sencillo puede reducir los costos operativos a largo plazo.
Si no está seguro de cómo elegir la bomba adecuada, puede ponerse en contacto con nuestro equipo de profesionales para obtener la solución más adecuada. Changyu Pump ofrece fabricación a medida y proporciona soluciones de bombas para procesos químicos a más de 30 países de todo el mundo.









Mantenimiento de bombas químicas y gestión de su vida útil
Un mantenimiento adecuado puede prolongar considerablemente la vida útil de una bomba para procesos químicos y reducir las averías del equipo.
Entre las medidas de mantenimiento habituales se incluyen:
- Inspección periódica de los sistemas de sellado
- Supervisión del estado de corrosión del cuerpo de la bomba
- Comprobación del estado de desgaste del impulsor
- Realizar un mantenimiento preventivo con regularidad
Mediante una gestión científica del mantenimiento, es posible mejorar de manera efectiva la estabilidad de los equipos y la fiabilidad operativa.









¿Por qué elegir a Changyu Pump como su fabricante de bombas para productos químicos?
Para las empresas químicas, elegir un fabricante de bombas con experiencia es igualmente importante. Un proveedor confiable no solo puede ofrecer equipos de alta calidad, sino también soluciones personalizadas para diferentes condiciones de operación y un servicio posventa estable.
Changyu Pump, fabricante de bombas para productos químicos ofrece las siguientes ventajas:
- Amplia experiencia en aplicaciones para la industria química
- Varias soluciones de materiales resistentes a la corrosión
- Gama completa de bombas
- Capacidades de diseño personalizado
Si tiene alguna duda sobre cómo elegir una bomba para procesos químicos, no dude en ponerse en contacto con nosotros. Nuestro equipo de profesionales está a su disposición para ofrecerle asistencia técnica y soluciones personalizadas.
Correo electrónico: [email protected]
Teléfono: +86-13651913727