

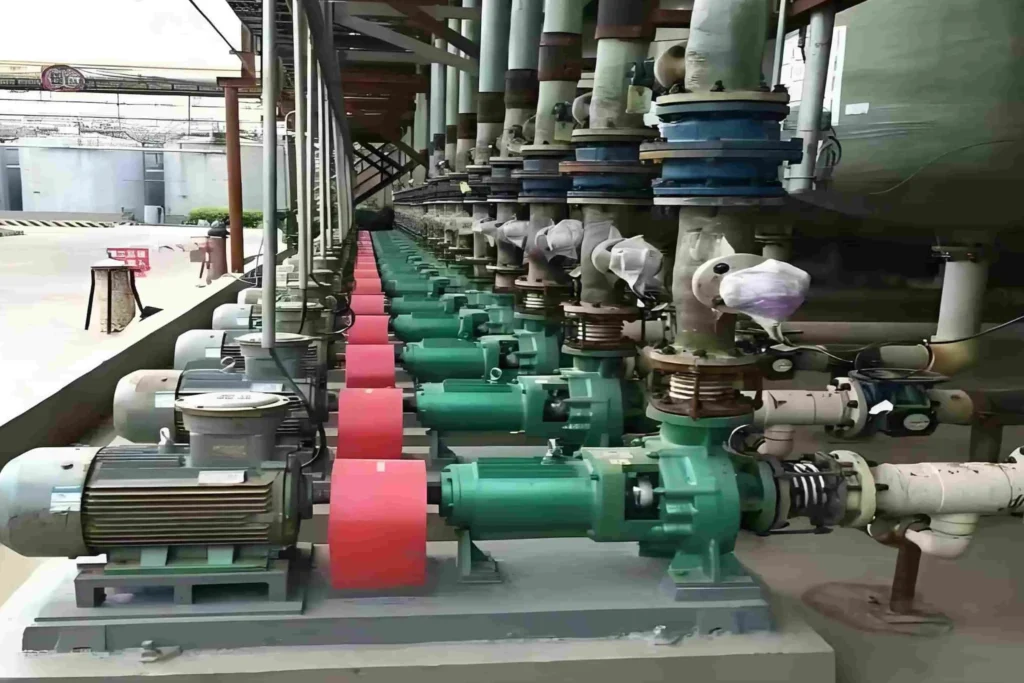
UHB Series Chemical Horizontal Slurry Pump
UHB Series Chemical Horizontal Slurry Pump is a cantilever single-stage single-suction centrifugal pump, which is specially designed and developed for conveying corrosive media containing fine particles.
|
Flow Range : |
3~2600m³/h |
|
Head Range: |
5-80m |
|
Power : |
0.75~300Kw |
|
Temperature : |
-20-90℃ |
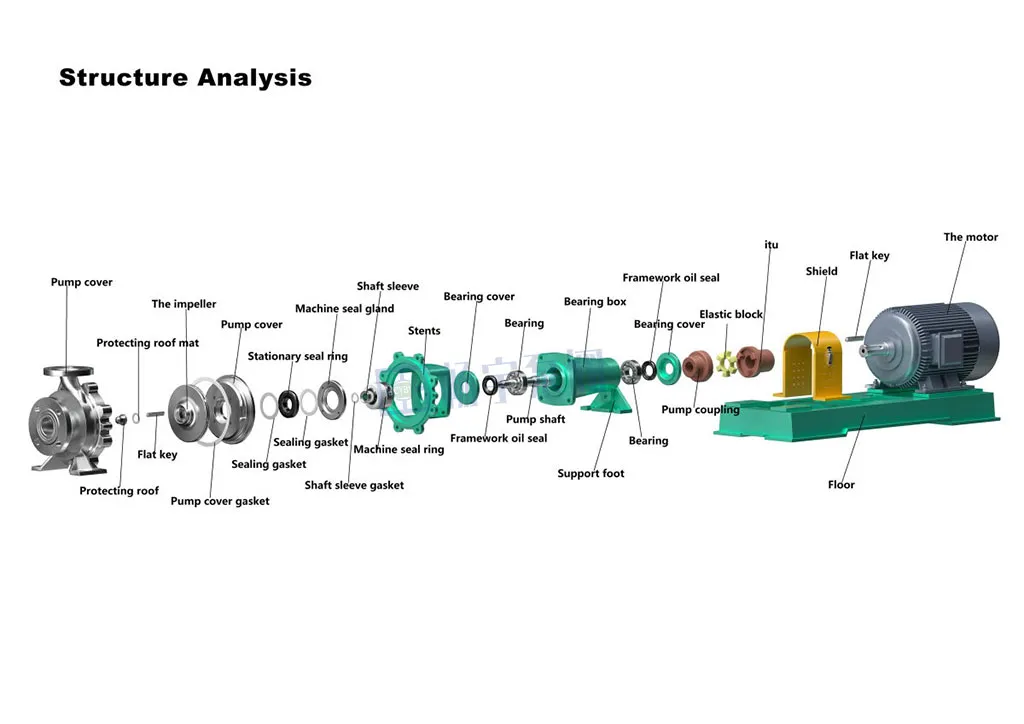
Product Introduction
The UHB Series horizontal chemical slurry pump features a steel-lined polymer structure, offering excellent wear and corrosion resistance. With semi-open impeller and optional dynamic or mechanical seals, it is ideal for transporting acidic, alkaline, and abrasive slurries across chemical, smelting, and fertilizer industries.
Features:
- The horizontal slurry pump is made of steel-lined polymer material, which is wear-resistant and corrosion-resistant.
- Semi-Open impeller design enhances the flow passage.
- K-type dynamic seal or mechanical seal can be selected, and API682 flushing solution can be used.
- The thickness of the plastic lining is 8-20mm.
- Suitable for conveying acidic and alkaline clear liquid or slurry, various corrosive slurries in the smelting industry; various dilute acids and sewage in the sulfuric acid and phosphate fertilizer industry.
UHB Series Chemical Horizontal Slurry Pumps Applications:
It is widely used in the transportation of media such as acid, alkali, salt, strong oxidant, organic solvent, etc. with a temperature below 100 degrees and a solid content (both hard and soft particles) not exceeding 40% at any concentration.
We can according to actual working condition, choose different configuration, provide an accurate solution. Technical consulting, please contact us!choose different configuration, provide an accurate solution. Technical consulting, please contact us!
Application

Technical Parameters
| Model | Flow Range (m³/h) | Head Range (m) | Speed (r/min) | Efficiency Range (%) | Power Range | Impeller Diameter Range (mm) |
|---|---|---|---|---|---|---|
| 32UHB | 5 – 10 | 10 – 30 | 2900 | 17% – 28% | 1.1KW-2 – 3KW-2 | 100 – 165 |
| 40UHB | 10 – 15 | 10 – 30 | 2900 | 25% – 35% | 2.2KW-2 – 4KW-2 | 140 – 165 |
| 50UHB | 10 – 20 | 15 – 40 | 2900 | 20% – 35% | 4KW-2 – 7.5KW-2 | 140 – 190 |
| 65UHB | 25 – 30 | 20 – 60 | 2900 | 25% – 35% | 5.5KW-2 – 18.5KW-2 | 155 – 235 |
| 80UHB | 20 – 60 | 10 – 80 | 2900 | 22% – 50% | 5.5kw-4 – 30KW-2 | 145 – 260 |
| 100UHB | 50 – 110 | 10 – 80 | 2900 | 20% – 45% | 15KW-2 – 55KW-2 | 160 – 250 |
| 125UHB | 100 – 140 | 18 – 80 | 2900 | 34% – 48% | 22KW-2 – 75KW-2 | 180 – 268 |
| 150UHB | 150 – 280 | 20 – 50 | 1450 | 40% – 52% | 22KW-4 – 75KW-4 | 260 – 380 |
| 200UHB | 200 – 450 | 6 – 50 | 1450 / 980 | 25% – 58% | 22KW-6 – 90KW-4 | 325 – 380 |
| 250UHB | 300 – 650 | 6 – 60 | 1450 / 980 / 750 | 28% – 65% | 11KW-8 – 160KW-4 | 280 – 420 |



FAQ
Q1: What is a slurry pump used for?
A1: A slurry pump is used for transferring and handling mixtures of liquid and solid materials, known as slurries. It is commonly used in industries such as mining, construction, and wastewater treatment to move abrasive, viscous materials like:
- Sand and Gravel: In construction and aggregate processing.
- Mineral Slurries: For transporting ores and concentrates in mining.
- Wastewater: To handle sludge and other solid-liquid mixtures in treatment plants.
- Chemical Processing: For transferring slurries of chemicals and additives.
Slurry pumps are designed to withstand the abrasive nature of these materials, ensuring efficient and reliable operation.
Q2: What is the difference between a slurry pump and a water pump?
A2: A slurry pump is designed to handle mixtures of liquid and solid materials, making it suitable for transferring abrasive and viscous slurries. In contrast, a water pump is used primarily for moving clear water or low-viscosity liquids. Slurry pumps have stronger construction and specialized impellers to withstand wear from solid particles, while water pumps focus on efficiency and flow rate for fluid transfer.
Q3: Can slurry pump pump water?
A3: Yes, a slurry pump can pump water, but it is primarily designed for transferring slurries that contain solid particles. While it can handle clean water, using a slurry pump for this purpose is generally not as efficient as using a dedicated water pump. If only water needs to be pumped, a water pump is usually the better choice for optimal performance.
Q4: What is the disadvantage of slurry pump?
A4: The main disadvantage of a slurry pump is that it can be more expensive to operate and maintain than standard pumps due to its heavy-duty construction and wear on components from abrasive materials. Additionally, slurry pumps may have lower efficiency when handling clear liquids compared to dedicated water pumps. They also require more frequent maintenance to ensure optimal performance and prevent damage from solid particles.
Q5: How long do slurry pumps last?
A5: Slurry pumps typically last between 5 to 15 years, depending on several factors such as the quality of the pump, the materials being pumped, the operating conditions, and the level of maintenance. Proper maintenance and regular inspections can help extend the lifespan of a slurry pump and improve its overall performance.
Changyu Pump Industry: Professional Magnetic Pump Factory in China
Changyu Pump Industry has over 22 years of experience manufacturing and supplying high-quality magnetic drive pumps, specializing in fluid handling for the chemical industry. As a professional magnetic drive pump manufacturer and supplier, we utilize advanced production equipment, a dedicated technical team, and rigorous quality control procedures to provide customers with reliable solutions.
Our magnetic drive pumps are suitable for handling a wide range of media, including corrosive, toxic, volatile, and high-purity materials, making them ideal for industries such as chemical, pharmaceutical, electroplating, and environmental protection. We also offer custom designs to meet specific operational requirements. Contact us today for a customized quote or technical consultation!
We can according to actual working condition, choose different configuration, provide an accurate solution. Technical consulting, please contact us!























Projects












Request a free quote
Please fill in the details of your pumped liquid, including flow, head, specific gravity, and temperature, so we can recommend the best pump and provide a precise quote.