UHB Series Phosphoric Acid Pump (UHMWPE Lined Chemical Slurry Pump)




UHB series phosphoric acid pump is a horizontal centrifugal pump designed for handling phosphoric acid and corrosive slurries containing solid particles.
It adopts UHMWPE (ultra-high molecular weight polyethylene) lining, which provides reliable corrosion resistance in acid and chemical transfer applications.
This pump is widely used in phosphoric acid processing, fertilizer production, mining slurry transportation, and industrial wastewater systems.
|
Flow Rate Range : |
3m³/h~2600m³/h |
|---|---|
|
Head Range: |
5m~100m |
|
Motor Power : |
0.75kw~300kw |
|
Speed: |
750~2900 r/min |
|
Medium Temperature Range: |
-20℃~90℃ |
|
Customizable Materials: |
UHMW-PE |
What is a Phosphoric Acid Pump?
A phosphoric acid pump is a type of chemical centrifugal pump used to transfer phosphoric acid and phosphoric acid-based slurry in industrial processes.
Because phosphoric acid is corrosive and may contain solid impurities during production, the pump must provide both corrosion resistance and abrasion resistance.
The UHB series is designed with UHMWPE lining and a steel shell structure, making it suitable for continuous handling of acidic and slurry media in industrial environments.
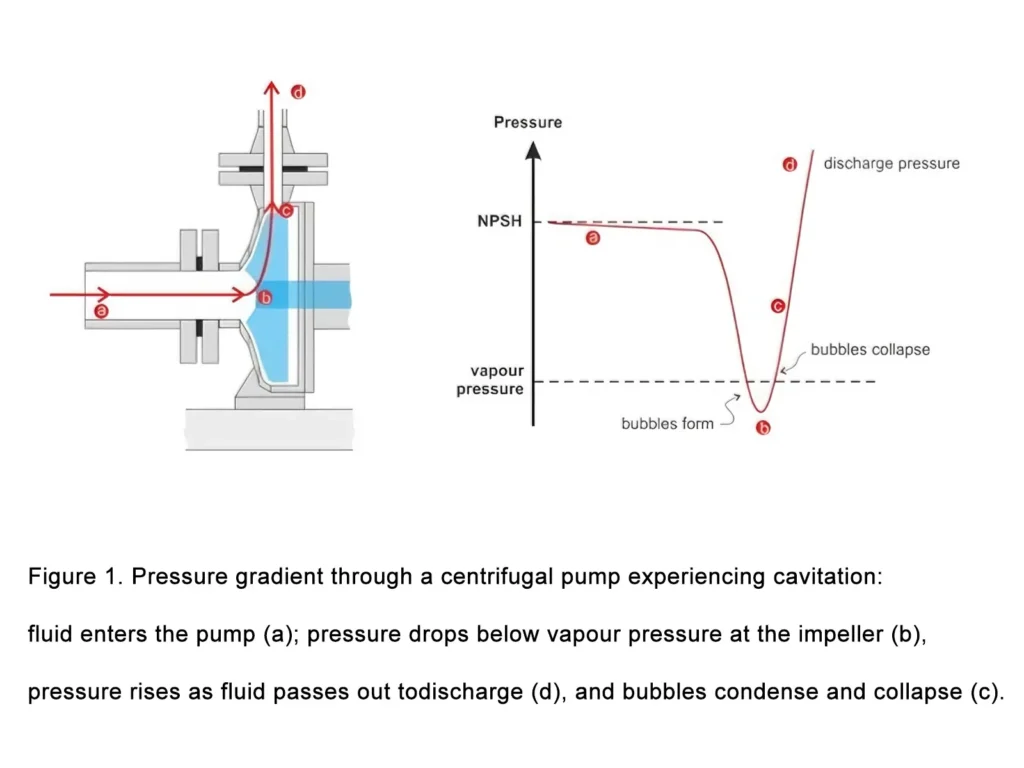
Working Principle
The UHB series phosphoric acid pump is driven by an electric motor connected through a coupling, which rotates the pump shaft and semi-open impeller at high speed.
Under centrifugal force, phosphoric acid or phosphoric acid slurry containing solid particles is continuously drawn into the center of the impeller and discharged into the volute casing.
During this process, the kinetic energy of the fluid is gradually converted into pressure energy, enabling stable and continuous transfer of phosphoric acid media.
The UHMWPE-lined steel construction provides resistance to corrosion and abrasion, making the pump suitable for handling phosphoric acid solutions and slurry under industrial operating conditions.
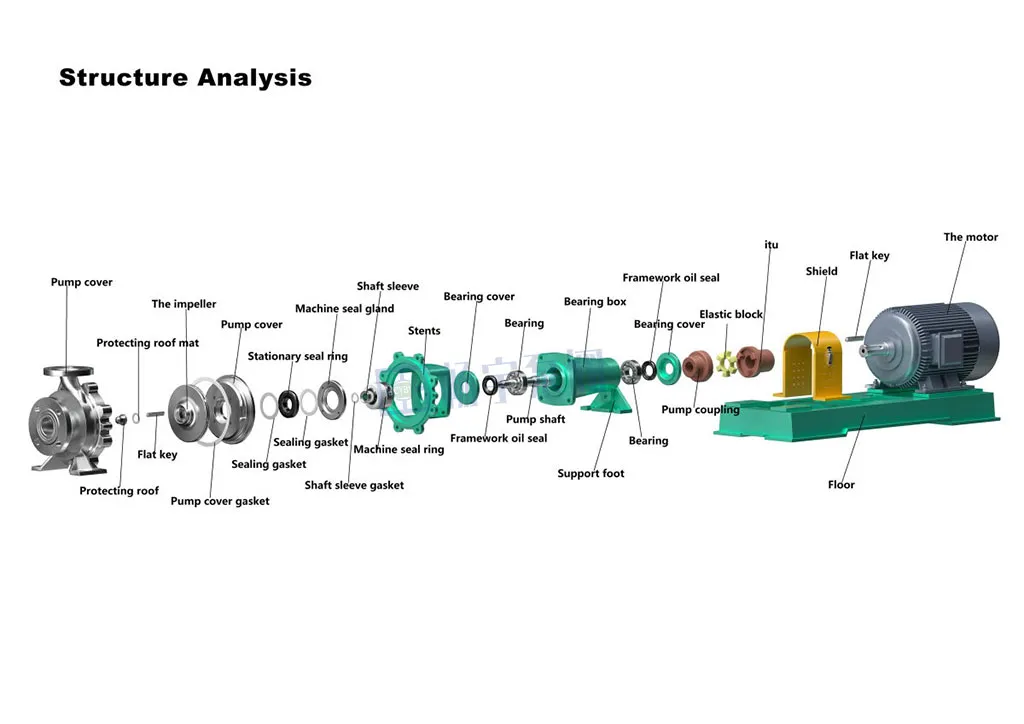
Parts of UHB Phosphoric Acid Pump
The UHB phosphoric acid pump consists of several key components designed for corrosion resistance and slurry handling performance, including:
pump casing, impeller, shaft, bearing assembly, and sealing system.
Each part is optimized for phosphoric acid service conditions, where both chemical corrosion and solid particle wear may occur.

Pump Casing
- The pump casing adopts a steel structure lined with UHMWPE (ultra-high molecular weight polyethylene), with a lining thickness of 8–20 mm.
- This structure provides resistance against phosphoric acid corrosion and slurry abrasion.
- The lining technology helps reduce risks of cracking, peeling, and thermal deformation under normal industrial operating conditions.
- It is suitable for phosphoric acid transfer systems and other acidic chemical environments.
Bearings
The bearing assembly uses industrial-grade bearings manufactured according to standard machining processes, designed for continuous operation under chemical pump working conditions.
It ensures stable shaft rotation and supports long-term operation in phosphoric acid transfer applications.
Impeller
The impeller is made of UHMWPE material and is available in semi-open or closed structure, depending on the solid content in the phosphoric acid slurry.
It is designed to:
- Improve slurry flow capacity
- Reduce wear caused by solid particles
- Maintain stable hydraulic performance in acidic media
Sealing System
The sealing system is designed to prevent leakage of phosphoric acid and adapt to different working conditions.
Available sealing options include:
- K-type dynamic seal
- Single mechanical seal
- Double mechanical seal
- Packing seal (T-type / customized options)
K-Type Dynamic Seal Principle
The K-type dynamic seal uses a secondary impeller or auxiliary vane to generate centrifugal force during operation.
This creates a negative pressure zone inside the seal chamber, which helps prevent phosphoric acid leakage during pump operation.
At the same time, a rubber oil seal works as a static sealing element when the pump is stopped.
Operating behavior:
- During operation:
negative pressure reduces contact wear between shaft sleeve and seal - During shutdown:
pressure balance changes, and the rubber oil seal tightly contacts the shaft sleeve to prevent leakage
For phosphoric acid applications, cooling water can be introduced if required to extend seal service life.
Cooling water must be clean and controlled (recommended pressure ≤ 0.05 MPa).
The oil seal material is fluororubber, suitable for corrosive media such as phosphoric acid slurry containing solid particles and impurities.
 Pump Lining
Pump Lining Impeller Structure
Impeller Structure Bearings
Bearings Sealing Method
Sealing Method
Summary
The UHB phosphoric acid pump is designed based on corrosion-resistant and wear-resistant principles for handling phosphoric acid and phosphoric acid slurry.
Its UHMWPE-lined structure, combined with multiple sealing configurations, allows stable operation in chemical environments where both corrosion and solid particles are present.
It is widely applied in phosphoric acid production, fertilizer processing, mining slurry transport, and chemical wastewater systems.
Chemical Slurry Pump Specifications
| Item | Specification |
|---|---|
| Product Name | UHB Series Phosphoric Acid Pump |
| Pump Type | Horizontal Chemical Slurry Centrifugal Pump |
| Application | Phosphoric acid transfer, corrosive slurry handling |
| Key Medium | Phosphoric acid, acidic slurry, chemical wastewater with solids |
| Flow Range | 3 – 2600 m³/h |
| Head Range | 5 – 100 m |
| Speed | 750 – 2900 r/min |
| Power Range | 0.75 – 300 kW |
| Temperature Range | -20°C to 90°C |
| Structure | Steel shell with UHMWPE lining |
| Lining Thickness | 8 – 20 mm |
| Impeller Type | Semi-open / Closed impeller |
| Shaft Seal Options | K-type dynamic seal / Mechanical seal / Packing seal |
| Bearing Type | Industrial heavy-duty bearings |
| Installation Type | Horizontal base-mounted |
| Drive Type | Electric motor (direct coupling) |
| Voltage | Customized (380V / 415V / 440V etc.) |
| Solid Handling | Yes (suitable for slurry with particles) |
| Corrosion Resistance | High (UHMWPE lined structure) |
| Wear Resistance | High (for abrasive slurry conditions) |
| Customization | Available (OEM / ODM supported) |
Model Description (UHB Series)
UHB series pump model is generally composed of pump type, inlet diameter, outlet diameter, and flow/head code. It is used to identify pump structure size and performance parameters.
Example: 65UHB
- 60: Inlet diameter (mm)
- UHB: Ultra-high molecular weight polyethylene lined corrosion-resistant slurry pump series
Model Meaning Summary
The model designation reflects pump size, structural type, and hydraulic specification, helping to select suitable pump based on flow requirement, pipeline size, and working condition.



Note: At Changyu, we provide one-on-one technical guidance and product recommendations tailored to your specific operating conditions. If you have any questions, please feel free to contact us right away, our team of experts will respond within 24 hours.
Email: [email protected]
WhatsApp: +86-13651913727
Advantages of the Phosphoric Acid Pump
UHMWPE Lined for Corrosion Resistance
The pump casing is lined with UHMWPE material, which provides stable resistance against phosphoric acid and other corrosive chemical media under normal industrial operating conditions. It helps reduce corrosion-related damage in acid transfer systems.
Wide Operating Range for Industrial Use
With a flow range of 3–2600 m³/h and head up to 100 m, the pump can be used in different stages of phosphoric acid processing systems, from low-flow transfer to large-scale industrial circulation.

Suitable for Acid Slurry with Solid Particles
The semi-open impeller design allows the pump to handle phosphoric acid slurry containing solid particles such as mineral residues or chemical impurities, making it suitable for complex process conditions.
Multiple Sealing Options for Different Conditions
The pump supports different sealing configurations, including K-type dynamic seal and mechanical seals, allowing adaptation to different phosphoric acid concentrations, temperatures, and operating environments.
Applications: Phosphoric Acid Pump
Phosphate fertilizer production, chemical processing plants, mining slurry transportation, phosphoric acid transfer systems, wastewater treatment plants, and industrial acid recovery systems.
It is suitable for transporting phosphoric acid, mixed acid solutions, acidic slurry, and corrosive liquid with suspended solids.

Fertilizer Production
Phosphoric acid transfer in phosphate fertilizer manufacturing, often containing acidic slurry with solid impurities from reaction and filtration processes.

Mining Processing
Transport of phosphoric acid slurry mixed with mineral particles and abrasive ore residues under high wear conditions.

Chemical Industry
Continuous handling of phosphoric acid and mixed corrosive solutions with variable concentration and fine particles in chemical production lines.

Water Treatment Industry
Treatment and transfer of acidic wastewater containing phosphoric acid, sludge, and suspended solid impurities in industrial systems.
What Problems Does This Pump Solve?
Industrial phosphoric acid handling often faces challenges such as corrosion, abrasion, and unstable flow conditions.
The UHB phosphoric acid pump is designed to address the following issues:
- Corrosion damage caused by acidic media
- Rapid wear caused by solid particles in slurry
- Leakage risk in chemical transfer systems
- Short service life of standard metal pumps
- Instability in continuous acid transport
By using UHMWPE lining and slurry-resistant impeller design, the pump improves operational stability in corrosive working conditions.
Why Choose This Phosphoric Acid Pump
- Designed for phosphoric acid and corrosive slurry applications
- UHMWPE lining improves chemical resistance under acid conditions
- Handles both clear acid liquids and solid-laden slurry
- Flexible configuration based on process requirements
- Suitable for continuous industrial operation
- OEM & customized solutions available
Need a Phosphoric Acid Pump Solution?
We provide customized UHB phosphoric acid pump configurations based on your working conditions, including flow rate, acid concentration, and solid content.
Contact us for technical support or quotation.
Phosphoric Acid Pump Manufacturer and Supplier
Changyu Pump has over 20 years of OEM/ODM manufacturing experience in chemical fluid handling equipment, with ISO 9001 certification, CE compliance, and more than 25 patented technologies.
As a professional Phosphoric Acid Pump manufacturer and supplier, we focus on providing reliable pumping solutions for phosphoric acid and other corrosive slurry media used in chemical, fertilizer, mining, and wastewater treatment industries.
The UHB series phosphoric acid pump is designed with UHMWPE (ultra-high molecular weight polyethylene) lined construction, which provides stable resistance to acidic corrosion and moderate abrasive wear from solid particles in slurry conditions.
We offer multiple configuration options, including semi-open or closed impellers, as well as different sealing systems such as K-type dynamic seals and mechanical seals, to adapt to different phosphoric acid concentration levels and operating environments.
Our phosphoric acid pump solutions are widely used in industrial processes that require continuous handling of corrosive acids and slurry media, ensuring stable performance under demanding working conditions.
Email: [email protected]
WhatsApp: +86-13651913727
FAQs
Factory Show















Projects










Request a free quote
Please fill in the details of your pumped liquid, including flow, head, specific gravity, and temperature, so we can recommend the best pump and provide a precise quote.